

Заводы по производству комплектов петель для стеклянных дверей
Если честно, когда слышишь про заводы по производству комплектов петель для стеклянных дверей, многие представляют конвейер с идеальными деталями. На деле же — половина проблем начинается с банальной логистики фурнитуры. У нас в Nanda metal product Co., Ltd. каждый второй заказ на петли для стеклянных конструкций сопровождается спорами о толщине стали или качестве покрытия. Вот, к примеру, последняя партия для московского ТЦ — пришлось переделывать крепления из-за несовпадения посадочных мест стеклопакетов. И это при том, что технические требования были согласованы заранее.
Сырьё и его подводные камни
Нержавейка марки 304 — казалось бы, стандарт для петель, но даже здесь есть нюансы. Китайские поставщики из Гаояо часто экономят на легирующих добавках, и в результате петли для тяжелых стеклянных дверей начинают ?уставать? уже через полгода. Мы в Nanda через это прошли — в 2022 году пришлось отзывать целую серию комплектов из-за трещин в основании петель. Теперь закупаем сталь только у проверенных металлургов, хоть и дороже выходит.
Покрытие PVD — модный тренд, но на практике для стеклянных дверей оно часто избыточно. Клиенты требуют ?золото? или ?хром?, а потом удивляются, почему петли скрипят при нагрузке свыше 60 кг. Реальный опыт показывает: матовый никель или даже качественная полировка работают надежнее, особенно в коммерческих помещениях с высокой проходимостью.
Литьё под давлением — здесь главный бич заводов в Гаояо. Дешевые формы дают перекосы всего в полмиллиметра, но для стеклянных дверей это критично. Помню, как для проекта в Сочи пришлось вручную доводить 200 комплектов петель — фрезеровщики чуть не взбунтовались.
Сборка и человеческий фактор
Конвейерная сборка петель для стекла — это не про скорость, а про контроль каждого узла. У нас на nandahardware.ru в разделе продукции видно, что даже базовые модели имеют минимум три точки смазки. Но на деле рабочие часто пропускают этот этап — отсюда и жалобы на скрип в первых месяцах эксплуатации.
Калибровка усилия пружины — отдельная головная боль. Для дверей толщиной 10-12 мм нужен один показатель, для 15-19 мм — другой. В прошлом месяце вернули партию из Екатеринбурга как раз из-за этого: петли не держали массивные стеклянные полотна, хотя по паспорту все сходилось.
Упаковка — кажется мелочью, но именно здесь чаще всего кроется брак. Без индивидуальных ячеек петли царапаются при транспортировке, а потом клиенты присылают фото с дефектами покрытия. Пришлось вводить двойной контроль: на выходе с конвейера и перед погрузкой.
Региональные особенности спроса
В Москве и Питере требуют преимущественно скрытые петли для стеклянных дверей — стиль минимализм. Но такие системы сложнее в монтаже, часто требуют фрезеровки стекла. Мы в Nanda даже разработали инструкцию на русском с пошаговыми видео, но все равно каждый третий монтажник допускает ошибки.
Для южных регионов типа Краснодара актуальнее коррозионная стойкость. Даже нержавейка 304 может покрываться пятнами при постоянном контакте с морским воздухом. Пришлось экспериментировать с дополнительным пассивированием — увеличило себестоимость, но сохранило репутацию.
Урал и Сибирь — здесь главное перепады температур. Стандартные тефлоновые вставки в петлях дубеют на морозе, пришлось переходить на композитные материалы. Кстати, этот опыт переняли даже конкуренты из Гаояо после наших отчетов с полигона.
Ошибки проектирования и их последствия
Самая частая ошибка — неверный расчет центра тяжести. Стеклянные двери кажутся простыми, но если петли сместить всего на 2-3 см от оси — получим провисание уже через месяц. В своем блоге на nandahardware.ru я как-то разбирал кейс торгового центра, где пришлось перевешивать 40 дверей из-за этой ошибки.
Экономия на фурнитуре — бич российского рынка. Заказчики покупают якобы идентичные петли у непроверенных поставщиков, а потом удивляются трещинам в стекле. Реальная экономия в 15-20% оборачивается заменой всего полотна, что в 3-4 раза дороже.
Игнорирование тепловых зазоров — особенно критично для входных групп. Летом стекло расширяется, и если петли не имеют компенсационных пазов, возникают напряжения. Как-то разбирали аварию в Казани, где лопнула дверь весом 120 кг именно по этой причине.
Технологические тонкости производства
Лазерная резка vs гидроабразивная — вечный спор. Для точных деталей петель стеклянных дверей мы в Nanda используем оба метода, но для ответственных узлов предпочтительнее гидроабразивная: нет термических деформаций, кромка получается идеальной.
Термообработка — многие недооценивают ее важность для нержавейки. Без правильного отпуска металл ?играет? под нагрузкой. Наш технолог как-то провел эксперимент: сравнил петли с закалкой и без — разница в ресурсе составила почти 70%.
Контроль качества на каждом этапе — не лозунг, а необходимость. Ввел систему выборочных проверок каждые 50 комплектов после того, как нашли партию с недотянутыми винтами. Казалось бы, мелочь, но именно такие мелочи определяют, вернется ли клиент повторно.
Перспективы и тупиковые ветви
Умные петли с датчиками положения — пробовали внедрять по запросу одного московского девелопера. Оказалось, что для стеклянных дверей это избыточно: электроника боится вибраций, а стоимость ремонта сравнима с ценой новой фурнитуры. Отказались, сосредоточились на механической надежности.
Биметаллические конструкции — экспериментировали с алюминиево-стальными сплавами для облегчения веса. Технически интересно, но на практике выявили проблемы с гальванической коррозией. Возможно, вернемся к этой теме при появлении новых покрытий.
Стандартизация — боль всей отрасли. Даже в рамках одного проекта архитекторы часто чертят несовместимые узлы крепления. Пришлось разработать для Nanda hardware библиотеку типовых решений, которую выкладываем в открытый доступ. Коллеги из других заводов перенимают опыт — это радует.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 90 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 90 градусов Зажим для стеклянной двери ванной комнаты -
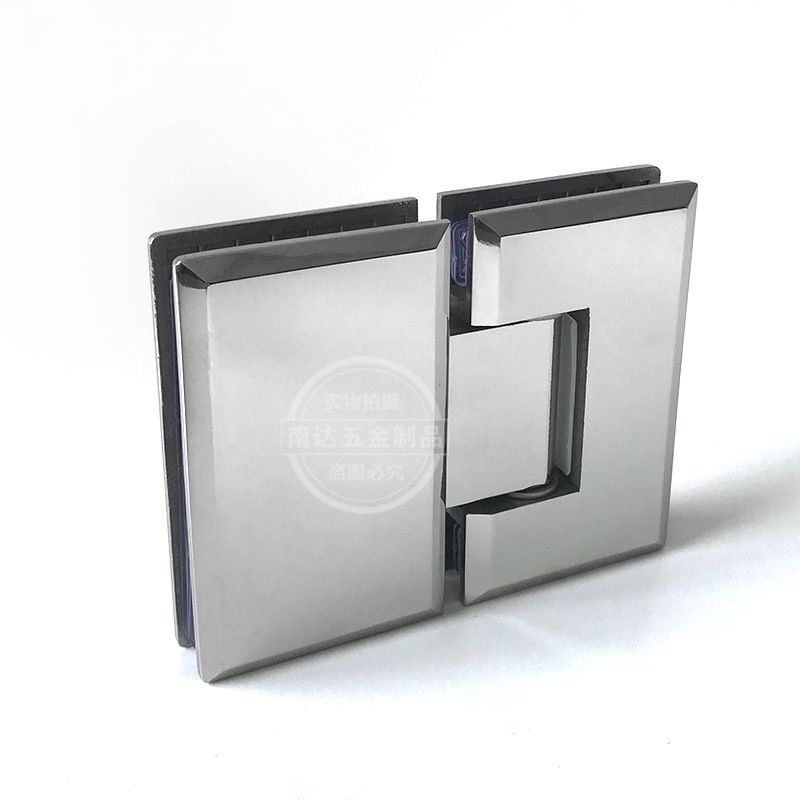
 Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 135 градусов Зажим для стеклянной двери ванной комнаты
Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 135 градусов Зажим для стеклянной двери ванной комнаты -
 Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 135 градусов Зажим для стеклянной двери
Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 135 градусов Зажим для стеклянной двери -
 Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 90 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 90 градусов Зажим для стеклянной двери ванной комнаты -
 Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 180 градусов Зажим для стеклянной двери
Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 180 градусов Зажим для стеклянной двери -
 Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 180 градусов Зажим для стеклянной двери ванной комнаты
Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 180 градусов Зажим для стеклянной двери ванной комнаты -
 Полулитой зажим для ванной комнаты на 180 градусов длиной 4 см из нержавеющей стали Зажим для стеклянной двери ванной комнаты
Полулитой зажим для ванной комнаты на 180 градусов длиной 4 см из нержавеющей стали Зажим для стеклянной двери ванной комнаты -
 Стеклянная перегородка из нержавеющей стали Т-образный трехсторонний зажим Код угла ванной комнаты
Стеклянная перегородка из нержавеющей стали Т-образный трехсторонний зажим Код угла ванной комнаты -
 Нержавеющая сталь точность литой ванной клип Зажим для душевого стекла 360 градусов вверх и вниз зажим стеклянной двери
Нержавеющая сталь точность литой ванной клип Зажим для душевого стекла 360 градусов вверх и вниз зажим стеклянной двери -
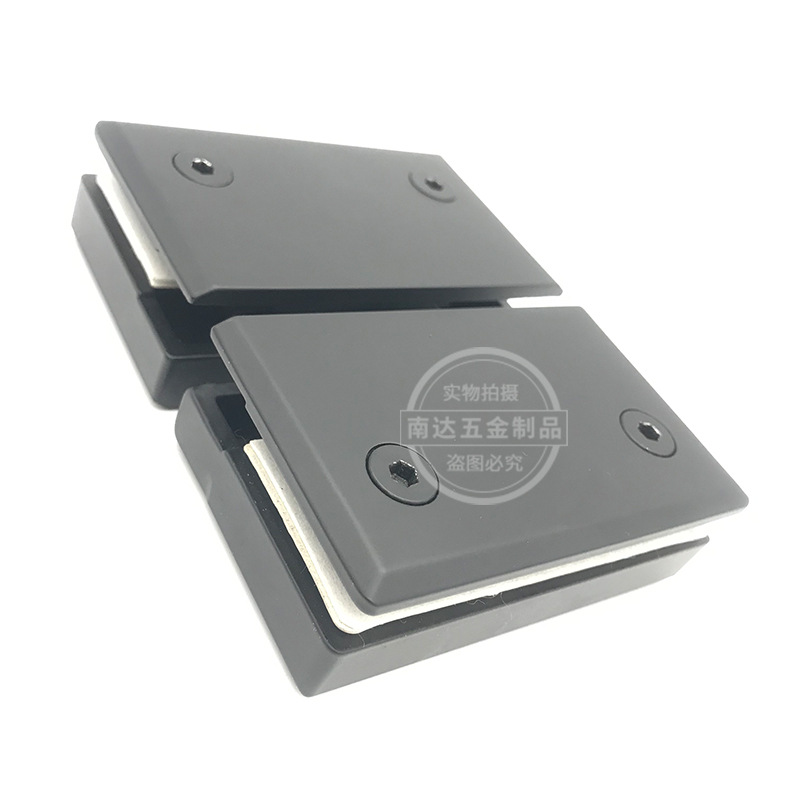 304#Зажим для ванной комнаты со стеклянным зазором без выкапывания шарнир на 180 градусов Душевая комната Обожженное черное лакированное стекло
304#Зажим для ванной комнаты со стеклянным зазором без выкапывания шарнир на 180 градусов Душевая комната Обожженное черное лакированное стекло -
 Зажим для ванной комнаты из нержавеющей стали матово-черного цвета Зажим для безрамной стеклянной двери Петля для ванной комнаты 135 градусов
Зажим для ванной комнаты из нержавеющей стали матово-черного цвета Зажим для безрамной стеклянной двери Петля для ванной комнаты 135 градусов -
 Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты
Связанный поиск
Связанный поиск- Основные страны-покупатели OEM стеклянные дверные петли
- Поставщики ручек-фиксаторов для стеклянных дверей
- Гвозди для стеклянных дверей Основные страны-покупатели для Гвозди для стеклянных дверей
- OEM душевые петли фабрики
- Оптовые стеклянные мебельные петли Производители
- Производители петель для стеклянных перегородок
- Дешевые Бронзовый стеклянный шарнир Поставщики
- Ведущие покупатели OEM безрельсовые петли для стеклянных панелей по странам
- Китай ведущих покупателей стеклянной двери шкафа петли
- Фабрики с ручками-замками для стеклянных дверей