

Заводы по производству круглой трубчатой ручки
Если вы думаете, что производство круглых трубчатых ручек — это просто взять сталь, нарезать и собрать, то на практике всё оказывается сложнее. Многие заказчики не учитывают, как поведёт себя материал при разных температурах эксплуатации или как мелкие нюансы обработки влияют на конечный вес изделия.
Технологические тонкости, которые не увидишь в спецификациях
Начнём с того, что даже диаметр трубки 8 мм — это не всегда 8 мм. При холодной штамповке металл 'пружинит', и если не учитывать упругий возврат, получим брак. Однажды пришлось переделывать партию для клиента из ОАЭ — их спецификация требовала идеальной цилиндричности, а наши станки давали погрешность в 0,1 мм. Пришлось перенастраивать весь конвейер.
Покрытие — отдельная история. Хромирование выглядит просто, но если не выдержать температуру электролита, появляются 'облака' на поверхности. Мы в Nanda Metal Product перешли на многослойное никелирование с пассивацией — дороже, но царапины не так заметны. Кстати, наш сайт https://www.nandahardware.ru часто обновляем именно по таким технологическим нюансам.
А вот полимерные вставки — боль многих производителей. Дешёвый ПВД со временем желтеет, а импортные материалы удорожают продукт. Пришлось искать компромисс: используем отечественные поликарбонаты с УФ-стабилизацией. Не идеально, но для среднего ценового сегмента работает.
Оборудование: между 'сделано в Китае' и немецкой точностью
Наш завод в Цзиньли (Гуандун) начинал с турецких линий, но быстро перешёл на локальное оборудование. Китайские станки для производства круглых трубчатых ручек сейчас не уступают европейским, если правильно их доработать. Например, добавили японские датчики контроля толщины стенки трубки — брак упал на 7%.
Самое сложное — это калибровка режущих головок. Немцы делают их с запасом прочности на 5 лет, но и цена соответствующая. Мы используем корейские аналоги с заменой каждые 2 года — экономически выгоднее для нашего объёма.
Вакуумные загрузчики сырья — казалось бы, мелочь. Но без них в трубки попадает пыль, которая потом видна под глянцевым покрытием. Пришлось докупать отдельно, хотя в базовой комплектации линии их не было.
Логистика сырья: почему сталь из провинции Хэбэй не всегда лучше
Раньше закупали сталь только у местных поставщиков из Гаояо, но столкнулись с проблемой: партии разной пластичности. Для тонкостенных ручек это критично — при гибке появляются микротрещины. Теперь берём металлопрокат из трёх регионов, смешиваем партии.
Химикаты для гальваники — отдельная головная боль. Российские реагенты дешевле, но дают более грубый блеск. Перешли на немецкие, хотя пришлось пересчитать всю себестоимость. Интересно, что для матовых покрытий наш локальный состав даже лучше — меньше подтёков.
Упаковка — это не просто коробки. Для экспорта в страны СНГ пришлось разрабатывать влагопоглощающие вкладыши. Обычный картон в условиях морозов расслаивался, ручки приходили с потёртостями. Теперь используем трёхслойный гофрокартон с силикагелевыми пакетами — простое решение, но до него дошли методом проб и ошибок.
Контроль качества: где реально теряются деньги
Визуальный осмотр — самый ненадёжный этап. Внедрили камеры с ИИ-анализом дефектов, но столкнулись с тем, что система маркирует как брак допустимые вариации текстуры. Пришлось 3 месяца 'обучать' алгоритм на реальных образцах.
Крутящий момент — параметр, который часто проверяют выборочно. Но мы перешли на 100% проверку после инцидента с партией для мебельной фабрики: у 3% ручек через месяц эксплуатации разбалтывался механизм фиксации. Оказалось, вибрация при транспортировке ослабляла пружины.
Солнечные тесты — делаем не по ГОСТ, а по практичным нормам. Образцы лежат на крыше завода в Цзиньли 3 месяца, потом сравниваем с эталоном. Так выявили, что один из поставщиков краски экономил на светостабилизаторах.
Эргономика против технологии
Диаметр 32 мм считается стандартным, но для детских учреждений делаем 28 мм — маленькая ладонь не скользит. Производственникам это не нравится: перенастройка линии на 4 часа.
Антибактериальные покрытия — модный тренд, но на практике они увеличивают стоимость на 15%, а реальный эффект заметен только в медучреждениях. Для офисов рекомендуем обычное анодирование.
Вес ручки — кажется, мелочь? Но когда пользователь открывает тяжёлую дверь, разница в 50 граммах ощутима. Рассчитали оптимальный баланс между толщиной стенки и массой — 1,2 мм для стальных, 1,8 для алюминиевых. Это не из учебников, это из жалоб клиентов.
Перспективы: куда движется отрасль
Биметаллические ручки — пробовали делать с медным покрытием. Красиво, но медь окисляется от пальцев. Возможно, стоит рассмотреть PVD-покрытие.
Умные ручки с RFID — пока дорого для массового рынка, но для премиум-сегмента уже делаем пробные партии. Интересно, что спрос идёт не от офисов, а от гостиниц.
Экологичность — не просто маркетинг. Перешли на водорастворимые лаки, хотя пришлось менять систему вентиляции цеха. Зато получили сертификат LEED для европейских заказчиков.
Выводы, которые не пишут в брошюрах
Главная проблема заводов по производству круглой трубчатой ручки — не конкуренция, а сырьё. Цены на металл скачут, а перекладывать рост на клиентов сразу нельзя. Держим стратегический запас на 2 месяца.
Квалификация рабочих — наш цех в Гаояо укомплектован местными кадрами, но приходится постоянно обучать. Молодёжь не идёт в металлообработку, сохраняем ветеранов премиями за наставничество.
Будущее — за гибкими линиями. Стараемся не специализироваться на одном типе продукции, хотя это сложнее. Зато когда спрос на латунные ручки упал, быстро переключились на нержавейку с тем же оборудованием.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
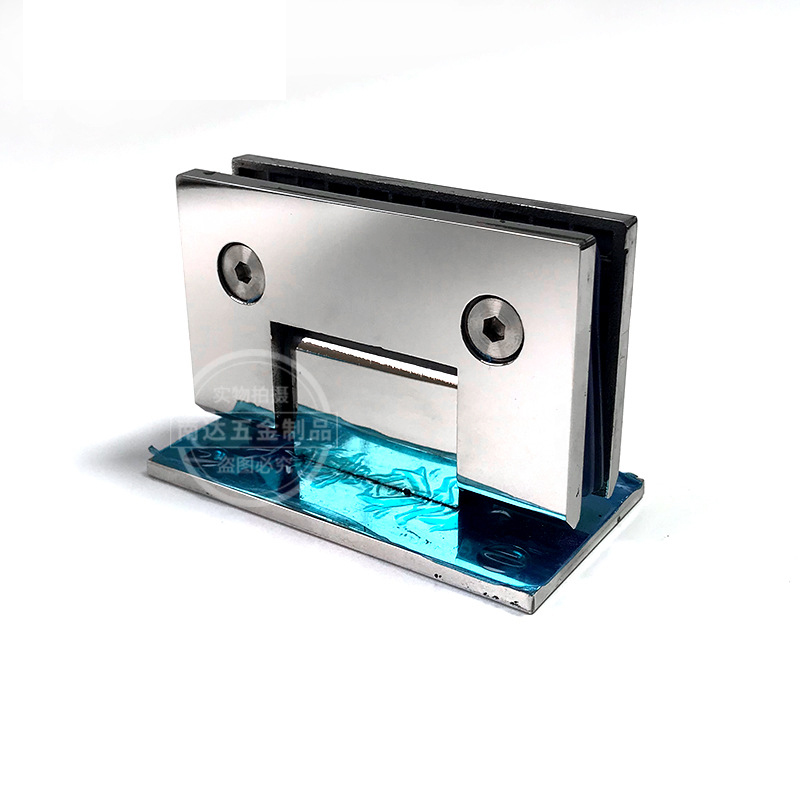
 304 матово-черный зажим для ванной комнаты под углом 90° Стеклянная дверная петля для ванной комнаты Двойная открытая дверь ванной комнаты
304 матово-черный зажим для ванной комнаты под углом 90° Стеклянная дверная петля для ванной комнаты Двойная открытая дверь ванной комнаты -
 Высокоточное литье из нержавеющей стали толщиной 5 смзажим для ванной комнаты на 360 градусов Зажим для стеклянной двери ванной комнаты
Высокоточное литье из нержавеющей стали толщиной 5 смзажим для ванной комнаты на 360 градусов Зажим для стеклянной двери ванной комнаты -
 304#Прецизионно отлитый зажим для ванной комнаты двойной сердечный шарнир на 180 градусов Стеклянное соединение душевой комнаты
304#Прецизионно отлитый зажим для ванной комнаты двойной сердечный шарнир на 180 градусов Стеклянное соединение душевой комнаты -
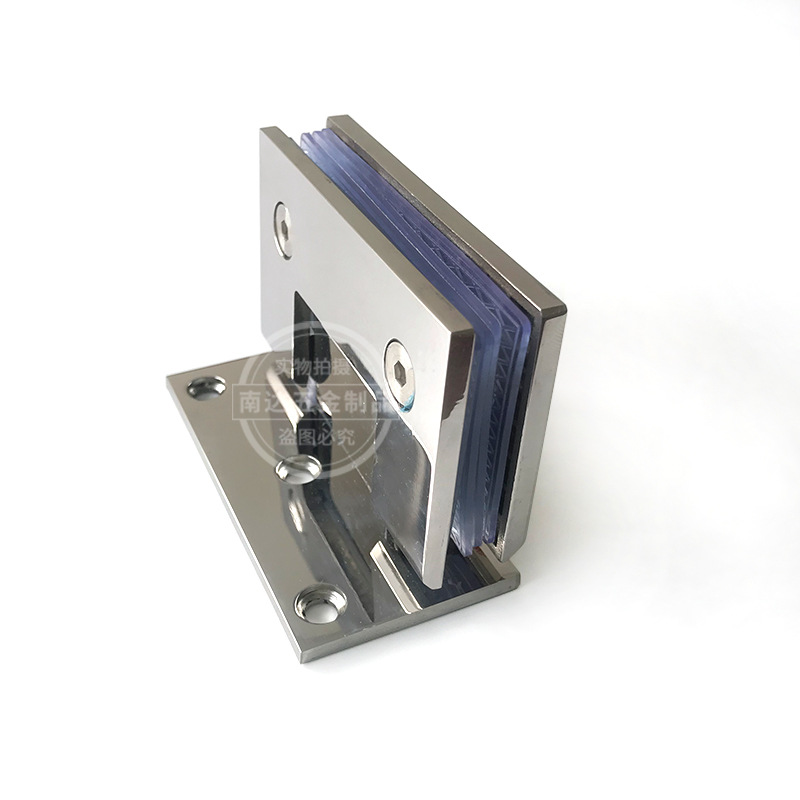
 Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери
Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери -
 Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 135 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 135 градусов Зажим для стеклянной двери ванной комнаты -
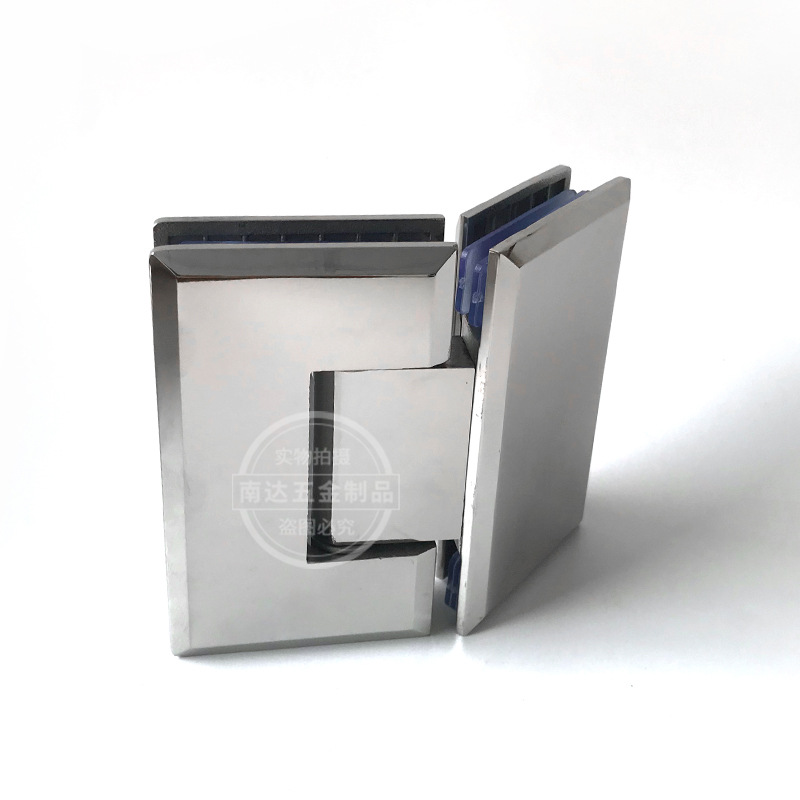
 Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 135 градусов Зажим для стеклянной двери
Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 135 градусов Зажим для стеклянной двери -
 Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 135 градусов Зажим для стеклянной двери ванной комнаты
Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 135 градусов Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см Шлифованный полный точный литой 180 градусов зажим для ванной комнаты Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см Шлифованный полный точный литой 180 градусов зажим для ванной комнаты Зажим для стеклянной двери ванной комнаты -
 Сварные зажимы для ванной комнаты из нержавеющей стали Стеклянная дверь клип
Сварные зажимы для ванной комнаты из нержавеющей стали Стеклянная дверь клип -
 Стеклянная перегородка из нержавеющей стали Т-образный трехсторонний зажим Код угла ванной комнаты
Стеклянная перегородка из нержавеющей стали Т-образный трехсторонний зажим Код угла ванной комнаты -
 Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты -
 П-образный из нержавеющей стали Стеклянная перегородка 0 градусов Клипса для крепления стекла Зажим для крепления ограждения
П-образный из нержавеющей стали Стеклянная перегородка 0 градусов Клипса для крепления стекла Зажим для крепления ограждения
Связанный поиск
Связанный поиск- Дешевые стеклянные петли чехлы основные страны-покупатели
- Производители крепление петли стеклянной двери
- Китай завод стеклянной двери петли D35 стеклянной двери петли
- Оптовая петли стеклянной душевой двери петли фабрики
- Производители OEM безрельсовые петли для стеклянных панелей
- Дешевые Размер петли душевой кабины Цены
- Дешевые стеклянные петли для ванной комнаты производители
- Оптовые производители петель для стеклянных перегородок
- OEM Как установить петли на стеклянной двери
- Цены на Нажимные ручки для стеклянных дверей