

Заводы по производству нажимных и тяговых ручек для стеклянных дверей
Если говорить о заводах по производству нажимных и тяговых ручек для стеклянных дверей, многие сразу представляют конвейер с идеальными изделиями. Но в реальности даже толщина анодированного слоя в 12 микрон может 'поплыть' при смене поставщика алюминиевых сплавов.
География производства и подводные камни
Вот возьмём Guangdong Gaoyao – там сосредоточено 60% китайских производителей, включая Nanda metal product Co., Ltd.. Но когда местный цех заявляет о соблюдении ГОСТ 538-2018, стоит проверить, используют ли они пресс-формы с водяным охлаждением или довольствуются воздушным. Разница видна при температуре -35°C: первые дают погрешность хода штока не более 0.3 мм.
На их сайте https://www.nandahardware.ru видно, что акцент на тяговых моделях для раздвижных систем. Но в 2022 году мы столкнулись с курьёзом: при заказе партии с 'антивандальным' покрытием получили ручки с толщиной слоя 25 мкм вместо заявленных 40. Оказалось, технолог экономил на времени электрохимической обработки.
Кстати, о сплавах: AD31 против 6063 – для российских зим второй предпочтительнее, но многие цеха экономят, не проводя криогенную закалку. Результат – микротрещины в литье после трёх циклов зимы.
Технологические нюансы, которые не пишут в каталогах
При литье под давлением в 280 тонн важно не просто заполнить форму, а выдержать скорость кристаллизации. Один поставщик из Gaoyao пробовал добавлять вторичный алюминий – ручки потом люфтили через месяц эксплуатации.
Пружинные механизмы – отдельная история. Нержавеющая сталь 304 против 316 – для приморских регионов разница критична. Помню, в Сочи пришлось менять 200 комплектов из-за коррозии пружин, хотя сами ручки были целы.
Сейчас на nandahardware.ru вижу улучшения: добавили тестирование на цикличность с имитацией песчаной пыли. Но до немецких 200 000 циклов ещё далеко – их максимум 150 000 с погрешностью 8%.
Монтажные особенности и провалы
Самая частая ошибка – несоответствие посадочных размеров. Российские стеклопакеты часто имеют допуск ±1.5 мм, а китайская оснастка рассчитана на ±0.8. Приходится либо дорабатывать фрезы, либо ставить прокладки – последнее ухудшает эстетику.
В 2021 году был казус с термоусадочными зазорами: для остекления бизнес-центров брали ручки с расчётом на линейное расширение 2 мм/п.м., но при монтаже в -15°C зазоры превышали 4 мм. Пришлось разрабатывать компенсационные шайбы.
Сейчас Nanda предлагают универсальные кронштейны, но для панорамного остекления лучше заказывать кастомные – их техотдел идёт навстречу, правда, сроки увеличиваются на 3-4 недели.
Логистика и контроль качества
Морские перевозки – отдельный головняк. Контейнер из Gaoyao идёт 45 дней, и за это время даже вакуумная упаковка не спасает от конденсата. Пришлось вводить дополнительную сушку перед отгрузкой – сейчас на сайте пишут о влагопоглотителях, но на деле их кладут только под заказ.
Выборочный контроль – обычно проверяют 3% партии. Но мы перешли на 7% после инцидента с разной твёрдостью анодирования в одной партии. Видимо, меняли электролит в гальванической ванне без калибровки.
Интересно, что в Nanda metal product Co., Ltd. сейчас внедряют систему отслеживания по QR-кодам – видно, в какой печи плавился сплав. Полезно для претензий, но пока работает только для крупных оптовиков.
Эволюция требований рынка
С 2018 года спрос сместился с простых нажимных моделей на комбинированные системы с доводчиками. Но многие заводы, включая цеха в Цзиньли, до сих пор используют устаревшие ЧПУ – не могут фрезеровать сложные пазы под электронные замки.
Тренд на матовые покрытия принёс новые проблемы: напыление керамики увеличивает стоимость на 40%, а 70% заказчиков не готовы платить. Приходится искать компромисс – например, матирование только лицевых поверхностей.
Судя по последним тендерам, в годах ждём рост спроса на антибактериальные покрытия для медицинских учреждений. Заводы по производству нажимных и тяговых ручек для стеклянных дверей пока предлагают лишь серебряное напыление, но его эффективность не превышает 70% – нужны более серьёзные решения.
Перспективы и ограничения
Автоматизация в Gaoyao растёт, но до полного роботизированного цикла ещё далеко. Сборка пружинных механизмов до сих пор ведётся вручную – видел на видео с nandahardware.ru, как операторы калибруют усилие сжатия.
Экологичность – больной вопрос. Литьё алюминия даёт выбросы фторидов, и европейские заказчики уже требуют сертификаты ISO 14001. У китайских производителей с этим пока туго, хотя Nanda заявляют о системе рециркуляции воды.
В целом, если брать усреднённые показатели, продукция из Цзиньли уже догоняет турецкие аналоги по цене/качеству. Но для премиального сегмента всё равно приходится обращаться к итальянцам – их допуски по посадке всё ещё точнее на 0,05-0,07 мм.
Соответствующая продукция
Соответствующая продукция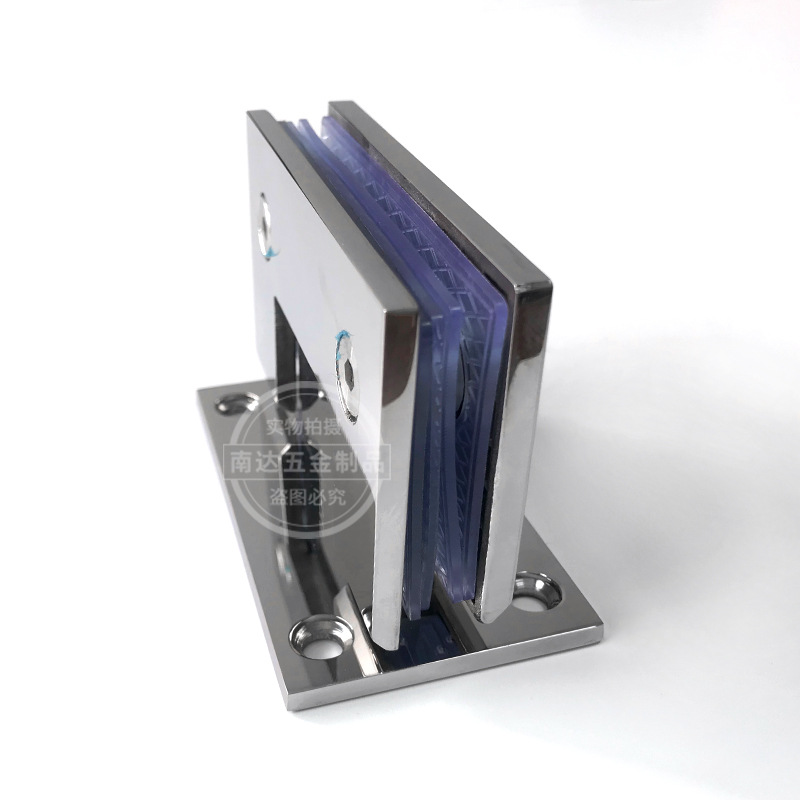




Самые продаваемые продукты
Самые продаваемые продукты-
 П-образный из нержавеющей стали Стеклянная перегородка 0 градусов Клипса для крепления стекла Зажим для крепления ограждения
П-образный из нержавеющей стали Стеклянная перегородка 0 градусов Клипса для крепления стекла Зажим для крепления ограждения -
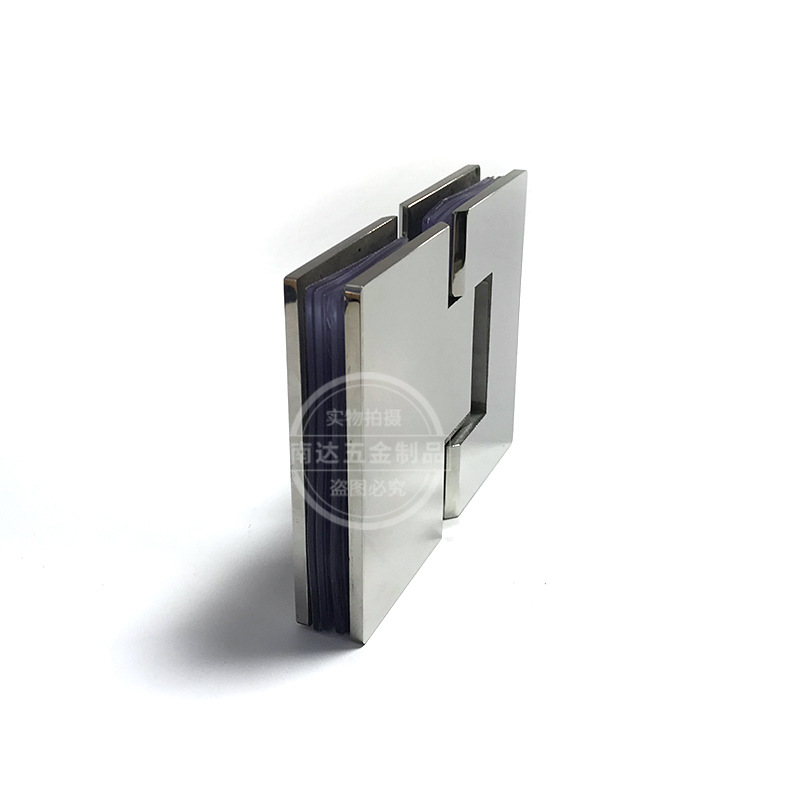
 Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, полностью отлитый под углом 90 градусов、Зажим для стеклянной двери ванной комнаты
Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, полностью отлитый под углом 90 градусов、Зажим для стеклянной двери ванной комнаты -
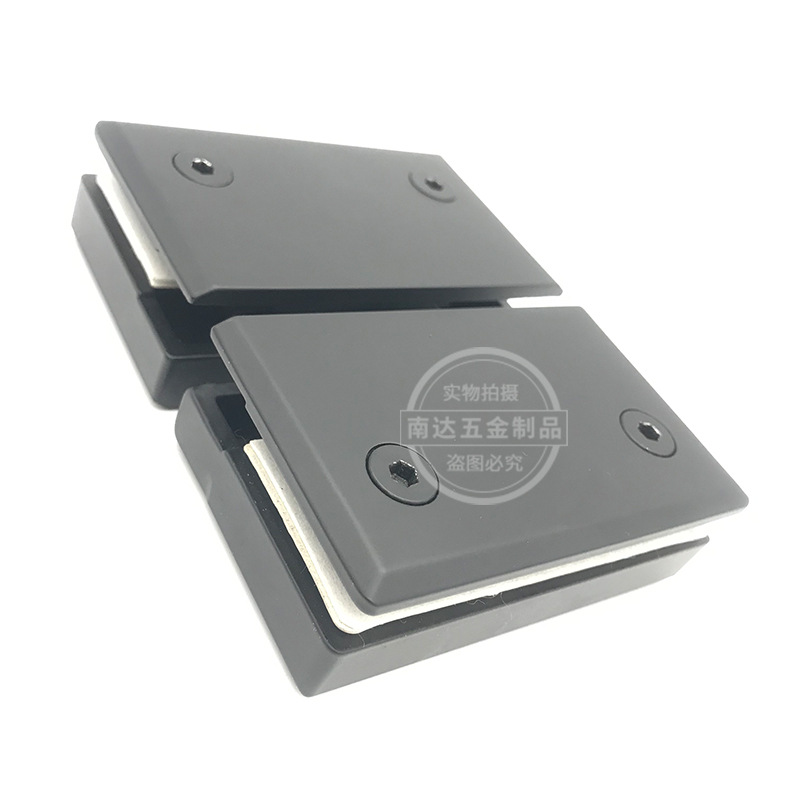
 304#Прецизионно отлитый зажим для ванной комнаты двойной сердечный шарнир на 180 градусов Стеклянное соединение душевой комнаты
304#Прецизионно отлитый зажим для ванной комнаты двойной сердечный шарнир на 180 градусов Стеклянное соединение душевой комнаты -
 Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 135 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 135 градусов Зажим для стеклянной двери ванной комнаты -
 304#Зажим для ванной комнаты со стеклянным зазором без выкапывания шарнир на 180 градусов Душевая комната Обожженное черное лакированное стекло
304#Зажим для ванной комнаты со стеклянным зазором без выкапывания шарнир на 180 градусов Душевая комната Обожженное черное лакированное стекло -
 Нержавеющая сталь 5cm полное литье Односторонний зажим для ванной комнаты 135 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5cm полное литье Односторонний зажим для ванной комнаты 135 градусов Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты -
 Серия полулитых зажимов для ванной комнаты 1 модель
Серия полулитых зажимов для ванной комнаты 1 модель -
 304#Полностью литой шарнир с дугообразным дном под углом 90 градусов Зажим для ванной комнаты Бескаркасный дверной зажим
304#Полностью литой шарнир с дугообразным дном под углом 90 градусов Зажим для ванной комнаты Бескаркасный дверной зажим -
 304#Запеченный черной краской зажим для ванной комнаты зажим для стеклянной двери ванной комнаты на 180 градусов Стеклянная петля
304#Запеченный черной краской зажим для ванной комнаты зажим для стеклянной двери ванной комнаты на 180 градусов Стеклянная петля -
 Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери
Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери -
 304#Зажим для ванной комнаты с выемкой для стекла Петля 90 градусов Душевой уголок Петля из матового черного стекла
304#Зажим для ванной комнаты с выемкой для стекла Петля 90 градусов Душевой уголок Петля из матового черного стекла
Связанный поиск
Связанный поиск- Производители стеклянных петель с просверленными отверстиями в Китае
- Ведущие китайские покупатели сауна стеклянная дверь петли регулировки
- OEM Купить стеклянная дверная ручка
- Дешевые Купить Стекло Внешние Петли
- Дешевые Бронзовый стеклянный шарнир цены
- Поставщики стеклянных петель для покупки
- петля для стеклянной двери душевой кабины
- Китай душевой экран петли
- Цена ручки присоски для стеклянной двери
- Китай завод стеклянной двери петли D35 стеклянной двери петли