

Заводы по производству ручек для стеклянных дверей
Когда слышишь про заводы по производству ручек для стеклянных дверей, многие представляют конвейер с штамповкой одинаковых деталей. На деле же это всегда баланс между типовыми решениями и подгонкой под конкретный проект — особенно если речь про матовые хромированные ручки для офисных перегородок или усиленные модели для торговых центров.
Технологические нюансы, которые не увидишь в каталогах
Вот смотрите: китайский завод Nanda Metal Product в Гаояо десятилетиями делает фурнитуру, но их главное ноу-хау — не в пресс-формах, а в системе контроля микротрещин на алюминиевых заготовках. Как-то раз мы получили партию ручек с почти невидимыми дефектами — при монтаже на панорамные двери в московском бизнес-центре через месяц проявились сколы. Разбирались — оказалось, проблема в скорости охлаждения сплава после экструзии.
Сейчас при заказе всегда уточняю у поставщиков вроде Nanda hardware параметры термообработки. Кстати, их сайт https://www.nandahardware.ru выдает за стандарт то, что другие позиционируют как премиум — например, систему крепления скрытыми винтами с антиротационной пластиной.
Кстати про крепления: многие недооценивают важность прокладок из EPDM-резины. В прошлом году на объекте в Сочи пришлось экстренно менять 80% ручек — местные монтажники использовали штатные уплотнители вместо термостойких версий. Результат: коррозия крепежа после двух сезонов морского бриза.
Логистика и складские риски
Работая с заводом в Цзиньли, приходится учитывать сезонные колебания качества упаковки. Весной 2023-го получили контейнер с заметной деформацией уголков у 30% изделий — виной была повышенная влажность при хранении на промежуточном складе в Находке. С тех пор всегда прописываем в контрактах не только параметры продукции, но и условия транзита.
Особенно критично для ручек с покрытием под бронзу — малейшая конденсация внутри контейнера вызывает окисление даже через двойной слой защитной пленки. Один раз пришлось организовывать внеплановую галтовку уже на месте, что удвоило стоимость монтажа.
Сейчас для объектов премиум-класса используем только вакуумную упаковку с силикагелевыми поглотителями. Дороже, но сохраняет геометрию длинномерных изделий (особенно актуально для ручек длиной свыше 1200 мм).
Монтажные ловушки
Самая частая ошибка — попытка сэкономить на фрезеровке посадочных мест. Как-то раз видел, как бригада устанавливала ручки для стеклянных дверей толщиной 10 мм на триплекс 12 мм с помощью проставок из подручного пластика. Через три месяца динамические нагрузки привели к трещинам в точках крепления.
Производители вроде Nanda metal product Co., Ltd дают четкие схемы сверловки, но многие монтажники их игнорируют. Приходится проводить ликбезы — объяснять, что разница в угле зенковки даже на 5 градусов снижает ресурс фурнитуры на 40%.
Отдельная головная боль — совместимость с фурнитурой других производителей. Недавно столкнулся с ситуацией, когда ручки отлично работали с доводчиками Dormakaba, но конфликтовали с системами контроля доступа PERco. Пришлось разрабатывать переходные пластины — дополнительных две недели работ.
Материаловедческие тонкости
Сейчас многие требуют ?нержавейку?, не понимая, что для уличных объектов нужна сталь с добавлением молибдена. Стандартная AISI 304 в приморских регионах покрывается пятнами уже через полгода. Завод в Гаояо как раз предлагает AISI 316L для таких случаев, но это +25% к стоимости.
Интересный момент: при заказе матовых покрытий часто не учитывают разницу в абразивостойкости. Немецкие нормативы DIN 4768 Class 2 выдерживают 500 циклов чистки, тогда как китайские аналоги редко дотягивают до 200. Проверяли лабораторно — у Nanda показатели на уровне 380 циклов, что для большинства объектов приемлемо.
Все чаще запрашивают анодирование в цвете RAL — но здесь нужно внимательно смотреть на толщину слоя. Для интенсивно используемых ручек в больницах или аэропортах минимальный порог 25 мкм, иначе через год появятся потертости до металла.
Эргономика vs дизайн
Заметил тенденцию: архитекторы часто выбирают ультратонкие профили, не учитывая антропометрию. После установки в бизнес-центре ручек сечением 18 мм получили волну жалоб — люди в перчатках не могли комфортно взяться за ручку. Пришлось добавлять резиновые накладки постфактум.
Еще пример: радиус изгиба на угловых моделях. По европейским стандартам минимальный радиус 5 мм, но для детских учреждений лучше 8-10 мм. Один раз переделывали весь блок в детсаду именно из-за этого нюанса.
Сейчас при проектировании всегда запрашиваю 3D-модели у заводов по производству ручек для стеклянных дверей и тестирую на фокус-группах. Казалось бы мелочь, но именно такие детали определяют, будет ли фурнитура функциональной или просто декоративной.
Экономика незаметных деталей
Многие заказчики экономят на крепежных наборах, не понимая, что стоимость монтажа может превысить цену фурнитуры. Стандартный комплект от Nanda включает не только винты, но и калиброванные дистанционные втулки — их отсутствие увеличивает время установки на 15-20%.
Рассчитывая бюджет, всегда закладываю 7% на технологические потери и 3% на замену брака. В прошлом квартале это помогло избежать срыва сроков на объекте в Казани, где из 200 ручек две имели скрытый литейный дефект.
Интересный экономический аспект: иногда выгоднее заказывать не готовые изделия, а полуфабрикаты с последующей доработкой на месте. Для уникальных проектов с нестандартными углами это дает экономию до 30% за счет сокращения логистики готовой продукции.
Соответствующая продукция
Соответствующая продукция






Самые продаваемые продукты
Самые продаваемые продукты-
 Нержавеющая сталь 5 см Шлифованный полный точный литой 180 градусов зажим для ванной комнаты Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см Шлифованный полный точный литой 180 градусов зажим для ванной комнаты Зажим для стеклянной двери ванной комнаты -
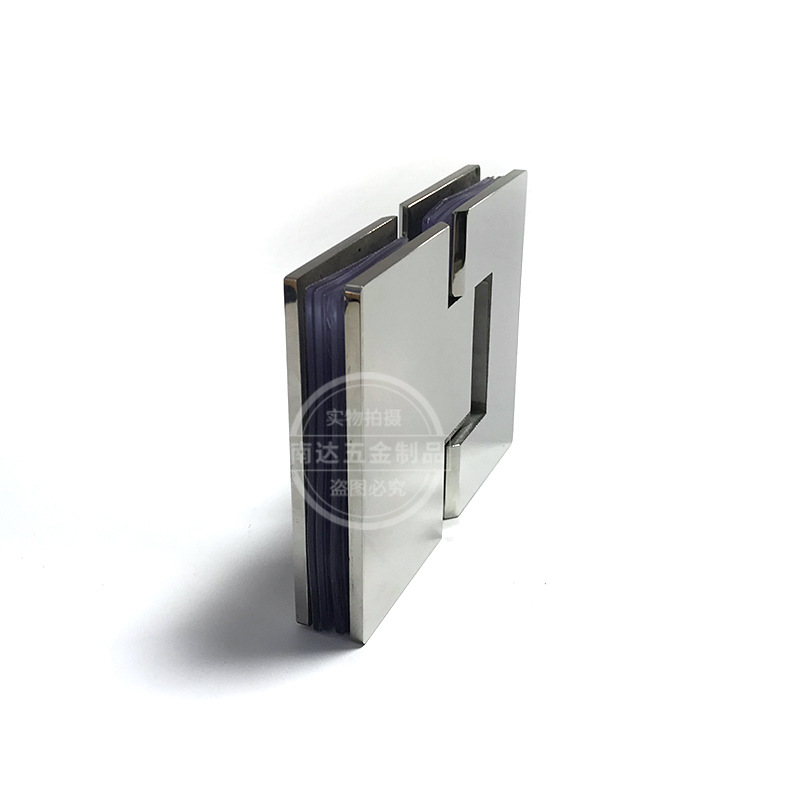
 304#Зажим для ванной комнаты со стеклянным зазором без выкапывания шарнир на 180 градусов Душевая комната Обожженное черное лакированное стекло
304#Зажим для ванной комнаты со стеклянным зазором без выкапывания шарнир на 180 градусов Душевая комната Обожженное черное лакированное стекло -
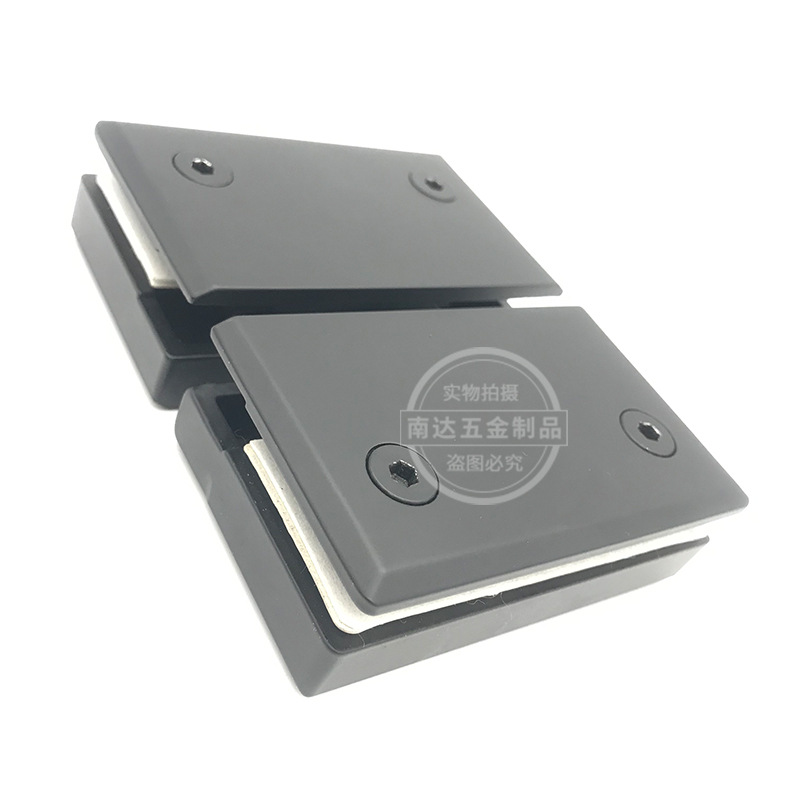
 Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери ванной комнаты
Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери ванной комнаты -
 Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, цельнолитой, со скошенным краем под углом 90 градусов、Стеклянный зажим для ванной комнаты
Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, цельнолитой, со скошенным краем под углом 90 градусов、Стеклянный зажим для ванной комнаты -
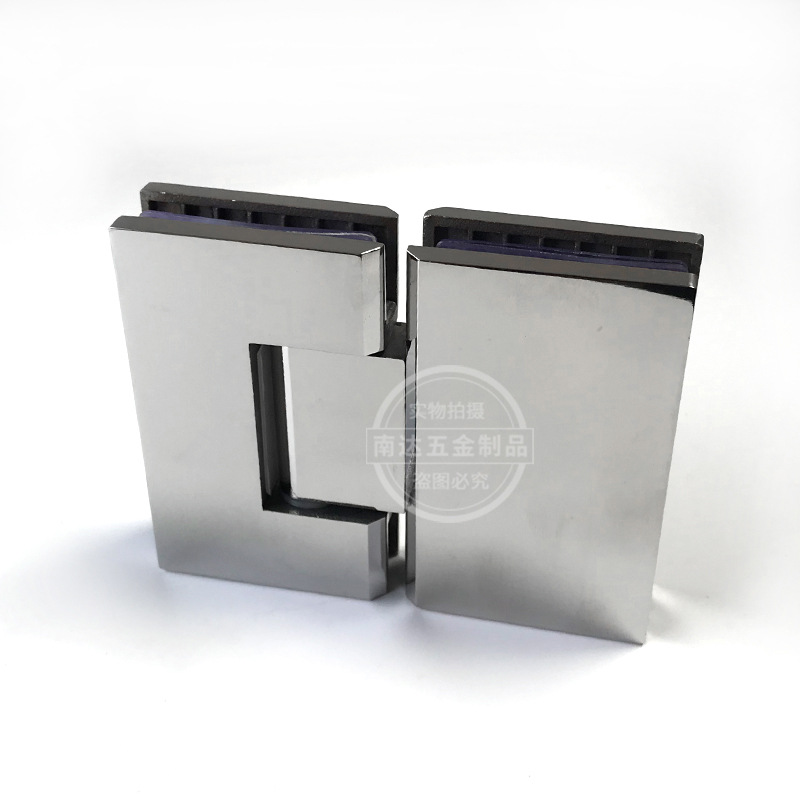 Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 180 градусов Зажим для стеклянной двери
Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 180 градусов Зажим для стеклянной двери -
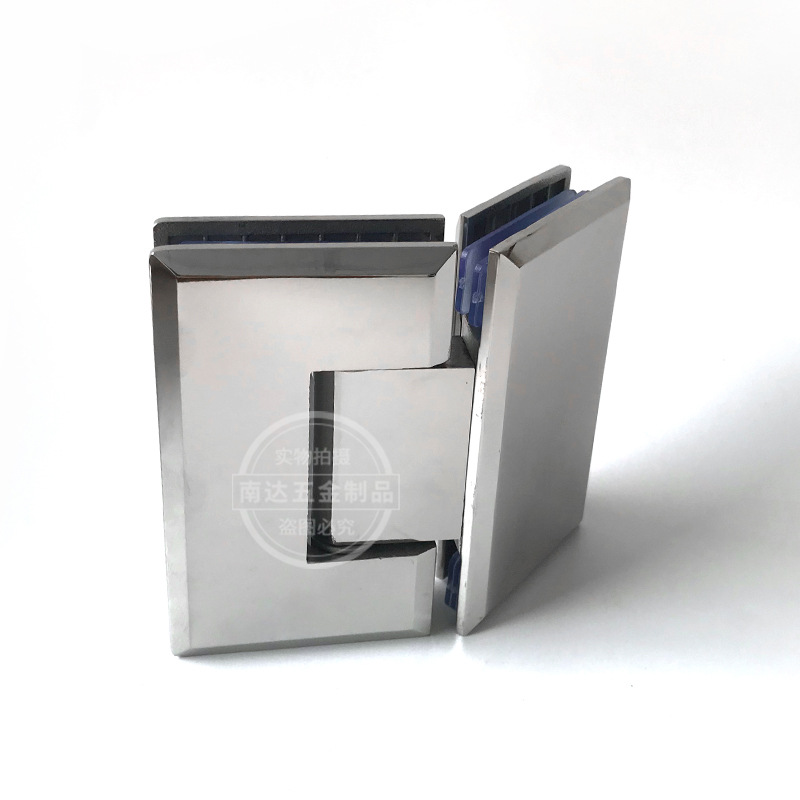 Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 135 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 135 градусов Зажим для стеклянной двери ванной комнаты -
 Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, полностью отлитый под углом 90 градусов、Зажим для стеклянной двери ванной комнаты
Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, полностью отлитый под углом 90 градусов、Зажим для стеклянной двери ванной комнаты -
 Серия полулитых зажимов для ванной комнаты 1 модель
Серия полулитых зажимов для ванной комнаты 1 модель -
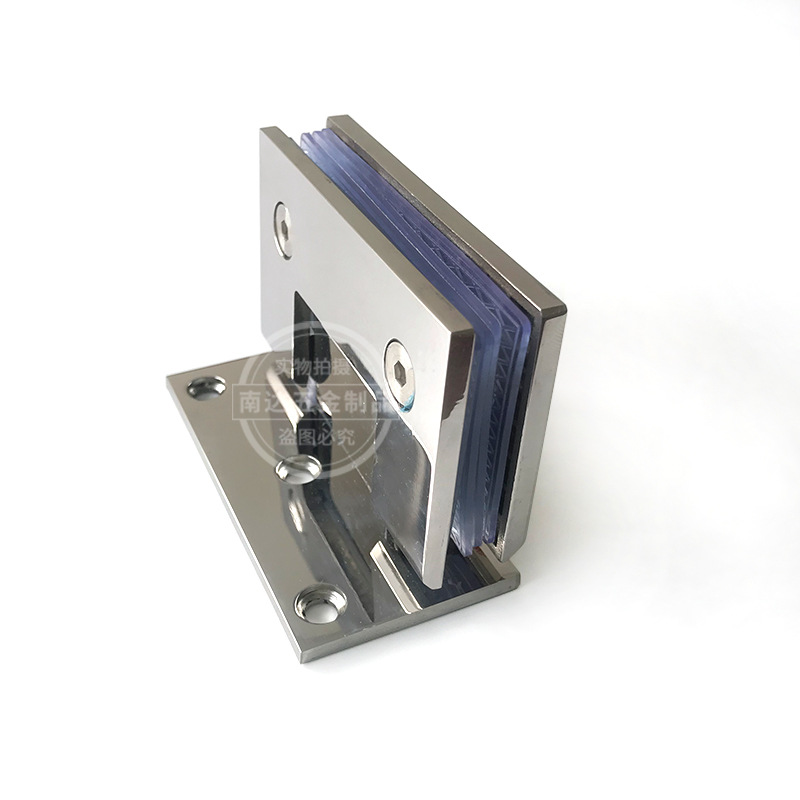 Полулитая нержавеющая сталь толщиной 5 см односторонний зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери ванной комнаты
Полулитая нержавеющая сталь толщиной 5 см односторонний зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери ванной комнаты -
 Высокоточное литье из нержавеющей стали толщиной 5 смзажим для ванной комнаты на 360 градусов Зажим для стеклянной двери ванной комнаты
Высокоточное литье из нержавеющей стали толщиной 5 смзажим для ванной комнаты на 360 градусов Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см Шлифованный полный точный литой 135 градусов зажим для ванной комнаты Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см Шлифованный полный точный литой 135 градусов зажим для ванной комнаты Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см цельнолитая Зажим для ванны 180 градусов Зажим для стекла в ванной комнате
Нержавеющая сталь 5 см цельнолитая Зажим для ванны 180 градусов Зажим для стекла в ванной комнате
Связанный поиск
Связанный поиск- Дешевые душевые петли 135 градусов основные страны-покупатели
- Китай Душевая дверь петли
- Маятниковые петли для OEM душ цены
- Оптовые бронзовые стеклянные петли цены
- Купить доводчики для стеклянных дверей Производители петель для стеклянных дверей
- Дешевые душевые петли для стеклянных дверей Производители
- Производители 90 градусов душевые петли
- Китай производители душевые петли 135 градусов
- OEM черный стеклянная дверь душа гвоздь ручка
- Поставщики OEM стеклянная дверь скрытые петли