

Заводы по производству ручек с присосками для стеклянных дверей
Когда слышишь про заводы по производству ручек с присосками, многие представляют конвейер с простейшими пластиковыми присосками. Но в реальности это сложный процесс, где каждый миллиметр отклонения в литье или составе резины приводит к браку. Сам работал с Nanda Hardware — их цех в Цзиньли как раз специализируется на прецизионных моделях для стеклянных дверей.
Технологические нюансы производства присосок
Основная ошибка новичков — думать, что присоска это просто резиновый кружок. Для стеклянных дверей нужна особая воронкообразная форма с двойным краем, иначе вакуум не держится при перепадах температуры. На том же заводе Nanda используют термопластичный каучук с добавлением силикона — состав подбирали полгода, первые партии отходили максимум два месяца.
Литьевая оснастка здесь критична. Если матрица не полируется до зеркального состояния, на присосках остаются микроцарапины — они сводят на нет всю адгезию. Приходилось видеть, как китайские цеха экономят на этом этапе и потом месяцами разбираются с рекламациями.
Кстати, о толщине края — оптимально 0.8-1.2 мм, но это для стандартного остекления. Для арочных дверей или стекол с фаской нужны модификации, которые большинство заводов делать отказываются. Nanda как раз исключение — у них в ассортименте есть спецсерия для нестандартных проемов.
Особенности крепления к фурнитуре
Сама ручка часто вторична — главное это стальной шток, который проходит через присоску. Если он болтается даже на полмиллиметра, вся конструкция начинает люфтить. В Nanda Metal Product для стеклянных дверей используют штоки с насечкой и нейлоновыми втулками — решение простое, но эффективное.
Запомнился случай с поставкой в московский ТЦ — заказчик жаловался, что ручки отваливаются после недели эксплуатации. Оказалось, монтажники не прогревали присоски перед установкой на морозе. Пришлось допечатывать инструкцию на упаковке — мелочь, а снизила возвраты на 30%.
Кстати, про температурные тесты — многие производители проверяют только адгезию, но не циклические нагрузки. А ведь дверь открывают-закрывают сотни раз в день. На заводе Nanda для премиальных линеек делают тест на 50 тысяч циклов — но это удорожает продукт на 15-20%.
Логистика и хранение компонентов
Резиновые присоски нельзя хранить в одном помещении с металлическими заготовками — конденсат убивает адгезионные свойства. Пришлось учиться этому на собственном опыте, когда партия ручек для стеклянных дверей пришла с белесым налетом. Сейчас на nandahardware.ru в спецификациях прямо указано требование к раздельному хранению.
Транспортировка — отдельная головная боль. При -15°C резина дубеет, а при +45°C деформируется. В контрактах с Nanda мы всегда прописываем термоконтейнеры — даже если это увеличивает стоимость доставки на 12%.
Упаковка — казалось бы, ерунда. Но если присоски сложить стопкой, они слипаются. В Nanda для стеклянных дверей используют кассетные блистеры с перфорацией — каждая деталь лежит отдельно. Мелочь? Зато рекламаций по скрытому браку почти нет.
Региональные требования и модификации
В Скандинавии, например, требуют присоски с усиленным краем — там частые перепады давления. А в ОАЭ — с УФ-защитой, иначе резина трескается за сезон. Nanda Hardware держит в Цзиньли отдельный цех под такие кастомизации — но минимальная партия от 5000 штук.
Интересно, что для российского рынка критичен диаметр — стандартные 60 мм плохо работают на стеклах с энергосберегающим покрытием. Пришлось разрабатывать 75-миллиметровый вариант с ребрами жесткости — он дороже, но держит в 1.8 раза лучше.
Крепеж для триплекса — отдельная история. Там где монолитное стекло держалось нормально, многослойное с PVB-пленкой отваливалось. Оказалось, проблема в микровибрациях — решили демпферными прокладками между присоской и ручкой.
Экономика производства и брак
Себестоимость обычной ручки с присоской — около 45 рублей, но для стеклянных дверей доходит до 120-140 из-за тестов и доработок. Каждый четвертый образец в первых партиях шёл в брак — сейчас на заводе Nanda вышли на стабильные 7-8%.
Скрытый брак — когда присоска проходит контроль, но отваливается через месяц. Основные причины: неравномерная толщина резины у края (разница более 0.3 мм) или остатки смазки в литьевой форме. Борются ультразвуковой чисткой матриц после каждого цикла.
Рентабельность этого сегмента — 18-22%, что для фурнитуры довольно скромно. Но без ручек с присосками для стеклянных дверей теряеет целый сегмент заказов под остекление — поэтому производства вроде Nanda держат эти линейки как сопутствующий товар.
Перспективы и ограничения технологии
Вакуумные присоски не заменят механический крепеж для дверей с частым трафиком — это раз. Максимальная нагрузка даже у лучших образцов — 35 кг, а запас прочности нужен минимум двукратный. В Nanda сейчас экспериментируют с композитными мембранами — но пока дорого.
Тренд на безрамное остекление подстегнул спрос, но выявил проблему — на тонированных стеклах адгезия падает на 40%. Пришлось разрабатывать специальные составы с повышенным коэффициентом трения — в каталоге nandahardware.ru теперь есть отдельная категория 'Для tinted glass'.
Будущее за магнитными системами — но пока они в 3-4 раза дороже. Хотя в премиальном сегменте уже появляются гибридные решения: присоска + неодимовый магнит. Nanda тестирует подобное, но серийного выпуска ждать не раньше 2025 года — слишком сложная сертификация.
Соответствующая продукция
Соответствующая продукция


Самые продаваемые продукты
Самые продаваемые продукты-
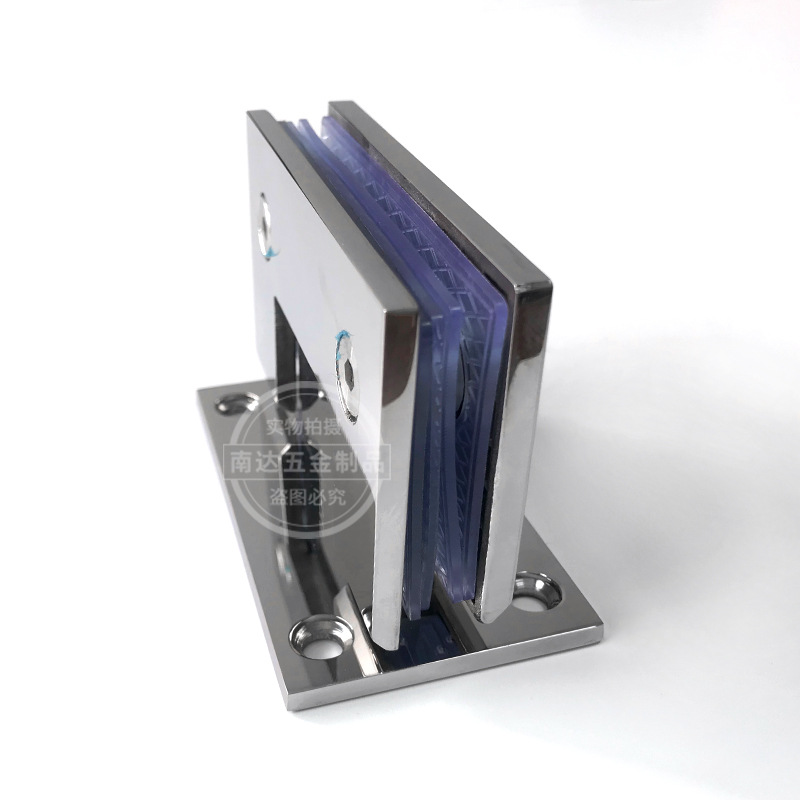
 304#Полностью литой шарнир с дугообразным дном под углом 90 градусов Зажим для ванной комнаты Бескаркасный дверной зажим
304#Полностью литой шарнир с дугообразным дном под углом 90 градусов Зажим для ванной комнаты Бескаркасный дверной зажим -
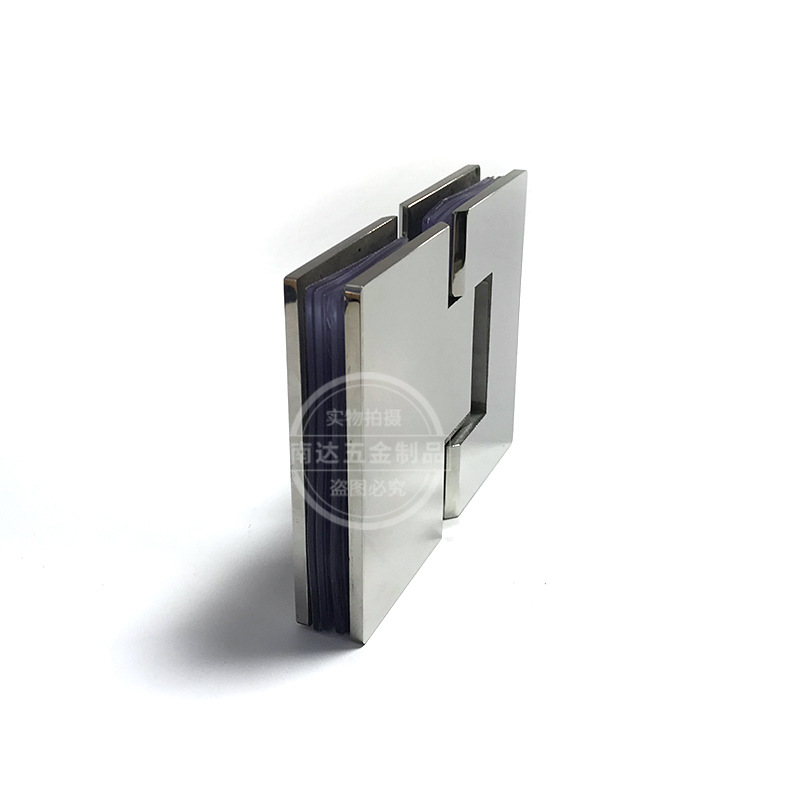
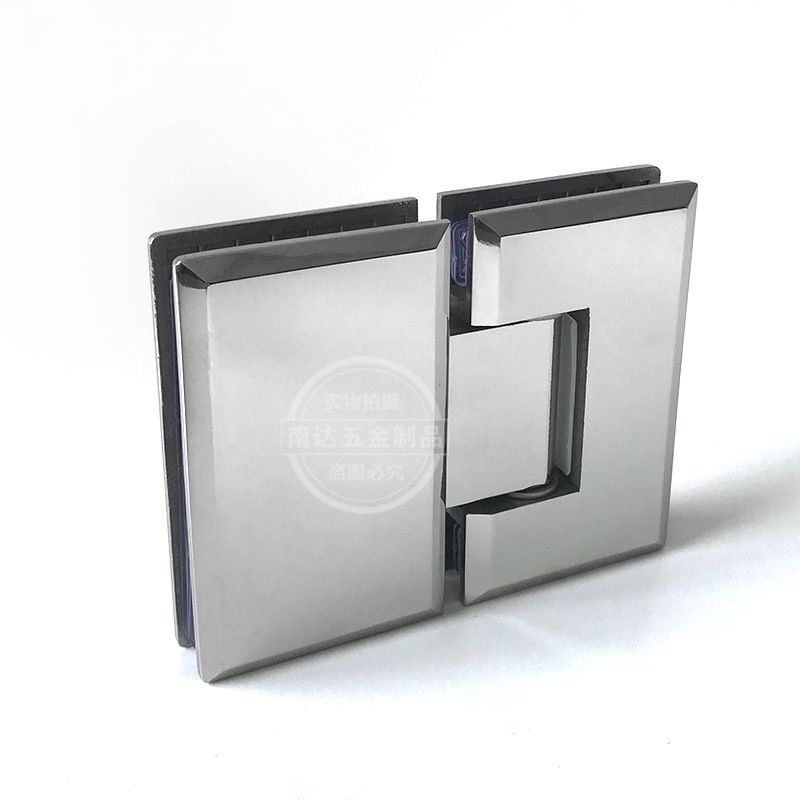
 Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 180 градусов Зажим для стеклянной двери
Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 180 градусов Зажим для стеклянной двери -
 Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 90 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 90 градусов Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см цельнолитая Зажим для ванны 135 градусов Зажим для стекла в ванной комнате
Нержавеющая сталь 5 см цельнолитая Зажим для ванны 135 градусов Зажим для стекла в ванной комнате -
 Нержавеющая сталь 5cm полное литье Односторонний зажим для ванной комнаты 135 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5cm полное литье Односторонний зажим для ванной комнаты 135 градусов Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см Шлифованный полный точный литой 90 градусов клип для ванной комнаты Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см Шлифованный полный точный литой 90 градусов клип для ванной комнаты Зажим для стеклянной двери ванной комнаты -
 Серия полулитых зажимов для ванной комнаты 1 модель
Серия полулитых зажимов для ванной комнаты 1 модель -
 Нержавеющая сталь 5 см Шлифованный полный точный литой 180 градусов зажим для ванной комнаты Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см Шлифованный полный точный литой 180 градусов зажим для ванной комнаты Зажим для стеклянной двери ванной комнаты -
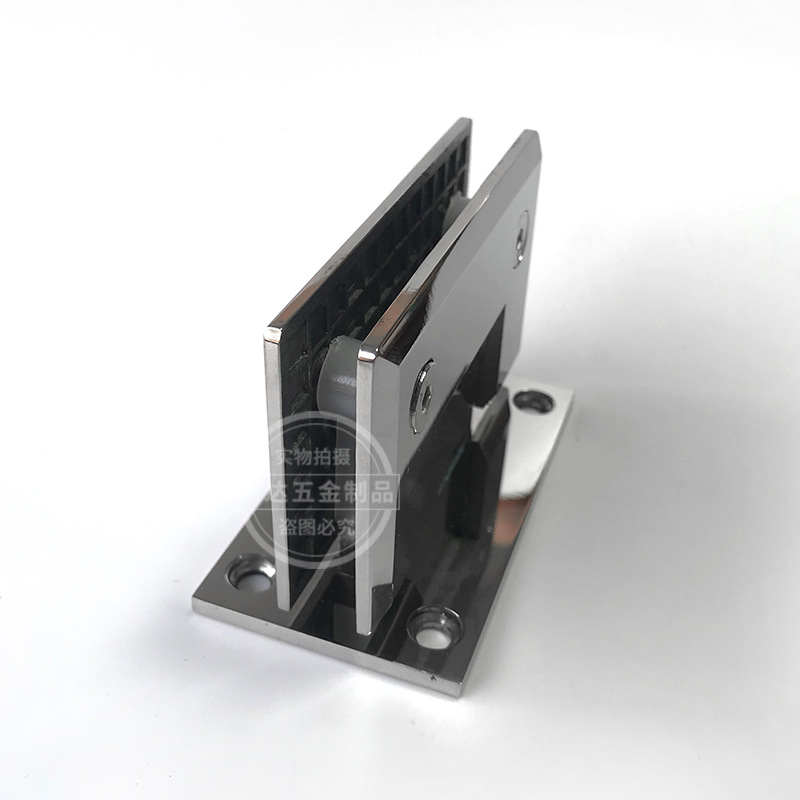
 Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери ванной комнаты
Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты -
 Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, полностью отлитый под углом 90 градусов、Зажим для стеклянной двери ванной комнаты
Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, полностью отлитый под углом 90 градусов、Зажим для стеклянной двери ванной комнаты -
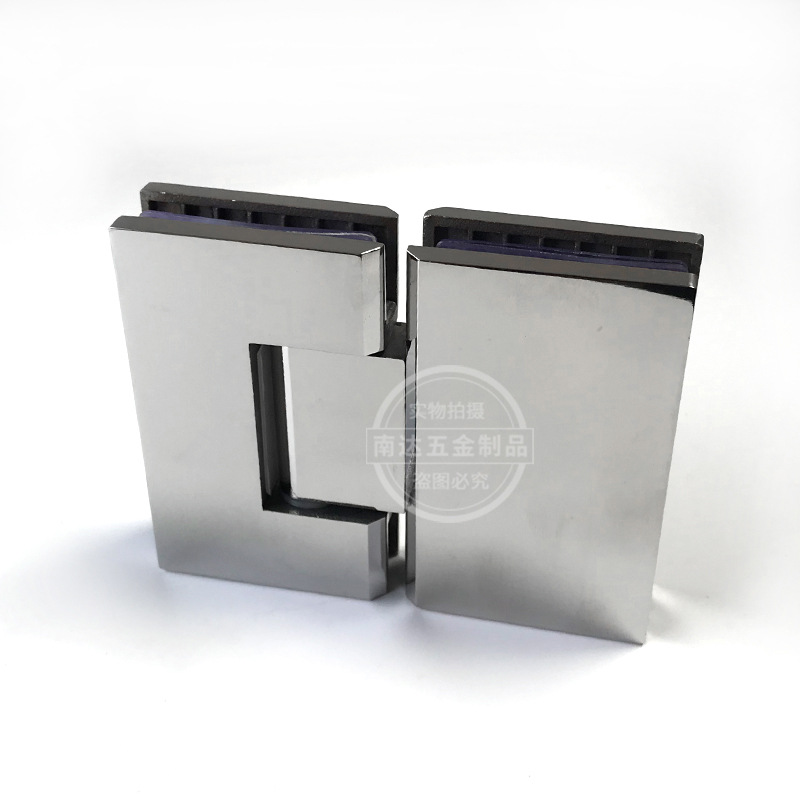
 Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты
Связанный поиск
Связанный поиск- Поставщики петель для стеклянных дверей в Москве, Китай
- Оптовые петли для стеклянных дверей фабрики
- Оптовые заводы по производству петель для стеклянных дверей
- Заводы по производству петель для стеклянных межкомнатных дверей
- Дешевые душевая дверь петля регулировка завод
- Оптовая замена петли стеклянной двери
- Оптовые цены на душевые петли
- Производители стеклянных петель для душевых дверей
- Хромированные стеклянные дверные петли комплекты фабрики в Китае
- Оптовая как установить петли на стеклянные двери поставщики