

Заводы по производству стеклянных петель с просверленными отверстиями
Если честно, когда слышишь про заводы по производству стеклянных петель с просверленными отверстиями, первое что приходит в голову — это конвейер с идеальными деталями. Но на деле даже простое отверстие под крепёж может стать проблемой. У нас в Nanda Hardware как-раз сталкивались с тем, что заказчики требуют 'стандартные 5 мм отверстия', а потом оказывается, что китайское стекло имеет специфическую структуру — при сверлении кроется, если не учитывать локальные особенности производства.
Технологические провалы и неочевидные решения
Помню, в 2019 году для одного московского проекта мы делали петли с отверстиями под скрытый монтаж. Казалось бы — бери немецкое оборудование и сверли. Но при тестовой сборке на объекте выяснилось, что при -25°C латунные гильзы дают микротрещины вокруг отверстий. Пришлось экстренно менять технологию охлаждения при сверлении — добавили принудительный обдув СО2.
Кстати, про просверленные отверстия — многие недооценивают важность угла входа сверла. При отклонении даже на 2 градуса от перпендикуляра нагрузка на торец стеклянной петли распределяется неравномерно. Мы на Nanda Hardware сначала учились на браке — в партии 300 штук обычно 10-15 петель шли в утиль именно из-за перекоса.
Сейчас используем кондукторы с алмазным напылением, но и это не панацея — для матового стекла нужен другой режим подачи охлаждающей жидкости. Кстати, именно после этого случая мы ввели обязательное тестирование на образцах из той же партии стекла, что идёт в производство.
Сырьё и его подводные камни
В Гуандуне, где расположен наш завод, с качеством стекла исторически сложно — в регионе десятки поставщиков, и каждый уверяет что его материал 'идеален для петель'. Реальность же: даже закалённое стекло от проверенного производителя может иметь внутренние напряжения, которые проявляются только при сверлении отверстий диаметром менее 3 мм.
Мы в Nanda Metal Product Co., Ltd. сейчас работаем только с тремя заводами-поставщиками стекла, причём у каждого берем определённые марки — для тонких межкомнатных дверей один тип, для тяжёлых входных групп другой. Это не прихоть, а необходимость — иначе процент брака превышает все разумные пределы.
Интересный момент: российские заказчики часто просят комбинированные петли — где стекло совмещается с металлической основой. Тут важно не только качество сверления, но и подбор клеевого состава. После нескольких неудачных экспериментов с эпоксидными смолами перешли на УФ-полимеризацию — хоть и дороже, но надёжность на порядок выше.
Логистика нюансов
При отгрузке в регионы СНГ сталкивались с курьёзной проблемой — петли с отверстиями диаметром 4-6 мм при транспортировке 'забивались' металлической стружкой от других грузов. Теперь каждое изделие пакуем в отдельный ПЭТ-чехол плюс вакуумная плёнка. Мелочь? Да, но именно такие мелочи отличают кустарное производство от заводского.
Кстати, про упаковку — для стеклянных петель с отверстиями под скрытый монтаж критично отсутствие вибраций. Мы сначала пробовали поролон, но он 'просаживается' при длительной перевозке. Перешли на вспененный полипропилен с памятью формы — дороже, но бой снизился с 3% до 0.7%.
Ещё один момент: зимой при переходе из тёплого склада в холодный транспорт у стекла может появляться микротрещина вокруг отверстия если не выдержать термический шок. Сейчас перед отгрузкой обязательно проводим тест на термическую стабильность — помещаем выборочные изделия в климатическую камеру.
Персонал и его влияние на качество
На заводах по производству стеклянных петель часто экономят на обучении операторов сверлильных станков. А ведь от мастера зависит до 40% качества — он должен 'чувствовать' момент входа сверла в стекло. У нас лучший оператор Чжан работает уже 11 лет — он по звуку определяет когда нужно уменьшить подачу.
Кстати, про кадры — мы в Nanda Hardware внедрили систему менторства. Опытные операторы обучают новичков не на основном производстве, а на учебных стендах с видеозаписью процесса. Снизили процент брака по вине человеческого фактора с 12% до 4% за два года.
Важный момент: при сверлении отверстий в стеклянных петлях оператор должен учитывать влажность в цехе — при высокой влажности охлаждающая жидкость меняет вязкость. Это кажется мелочью, но именно такие нюансы отличают серийное производство от премиального.
Эволюция стандартов
С 2015 года требования к стеклянным петлям с просверленными отверстиями ужесточились в разы. Если раньше допуск по отверстиям был ±0.5 мм, то сейчас для европейских заказчиков требуется ±0.1 мм. Это потребовало полной модернизации оборудования на нашем производстве в Цзиньли.
Интересно наблюдать как меняются тенденции — сейчас всё чаще просят не круглые отверстия, а овальные для регулировки. С технологической точки зрения это сложнее, но даёт монтажникам больше свободы. Правда при овальных отверстиях нужно особое внимание уделять краеупрочнению.
Кстати, про регулировки — современные системы скрытого монтажа требуют не просто отверстий, а сложной конфигурации пазов. Мы в Nanda Metal Product Co., Ltd. разработали собственную систему комбинированной обработки — сначала гидроабразивная резка, потом лазерная полировка кромки. Дорого? Да. Но зато петли выдерживают цикличность открывания до 500 тысяч раз.
Перспективы и тупиковые ветки
Пробовали делать полностью невидимые петли — где отверстия закрываются декоративными заглушками. Технологически возможно, но на практике оказалось невостребованно — монтажники жаловались на сложность установки. Пришлось вернуться к классическим решениям.
Сейчас экспериментируем с антистатическим покрытием для стеклянных петель — особенно актуально для регионов с сухим климатом. Пыль не прилипает к поверхности, что продлевает срок службы механизма. Пока тестовые партии показывают хорошие результаты.
В целом, производство стеклянных петель с отверстиями — это постоянный поиск баланса между эстетикой и функциональностью. Как показывает практика нашего завода в Гаояо, идеального решения нет — есть оптимальное для конкретных условий эксплуатации. Главное — не останавливаться в развитии технологий.
Соответствующая продукция
Соответствующая продукция




Самые продаваемые продукты
Самые продаваемые продукты-
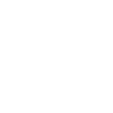
 Полулитой зажим для ванной комнаты на 180 градусов длиной 4 см из нержавеющей стали Зажим для стеклянной двери ванной комнаты
Полулитой зажим для ванной комнаты на 180 градусов длиной 4 см из нержавеющей стали Зажим для стеклянной двери ванной комнаты -
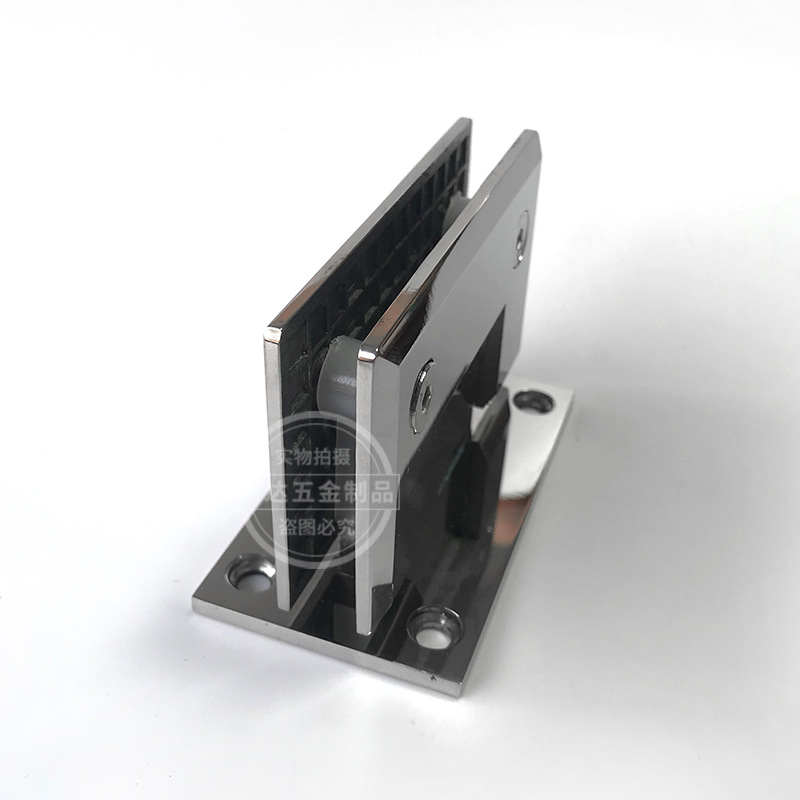
 304#Зажим для ванной комнаты со стеклянным зазором без выкапывания шарнир на 135 градусов Душевая комната Обожженное черное лакированное стекло
304#Зажим для ванной комнаты со стеклянным зазором без выкапывания шарнир на 135 градусов Душевая комната Обожженное черное лакированное стекло -
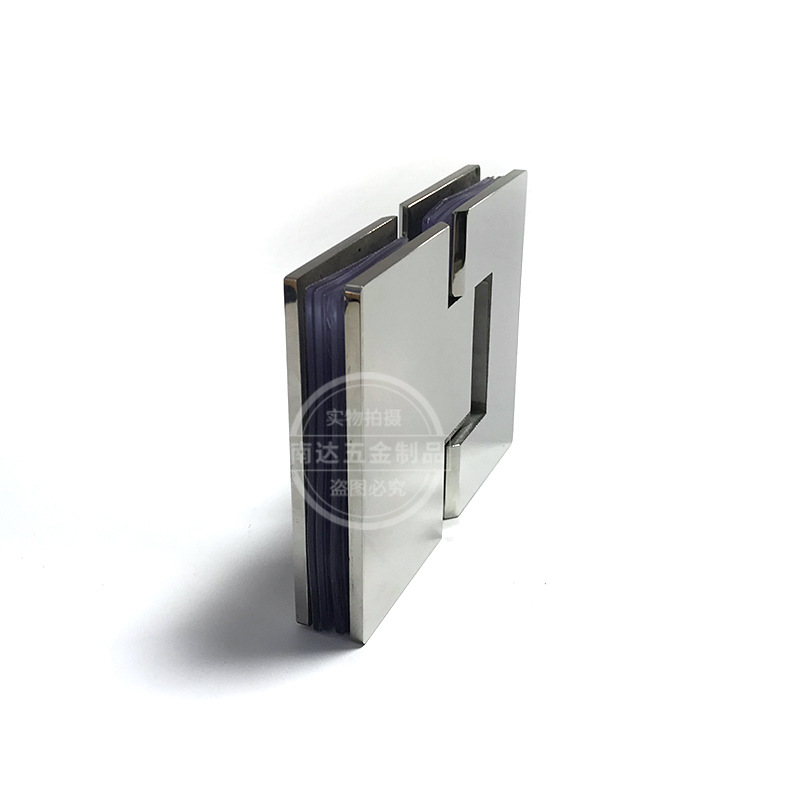
 Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 135 градусов Зажим для стеклянной двери ванной комнаты
Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 135 градусов Зажим для стеклянной двери ванной комнаты -
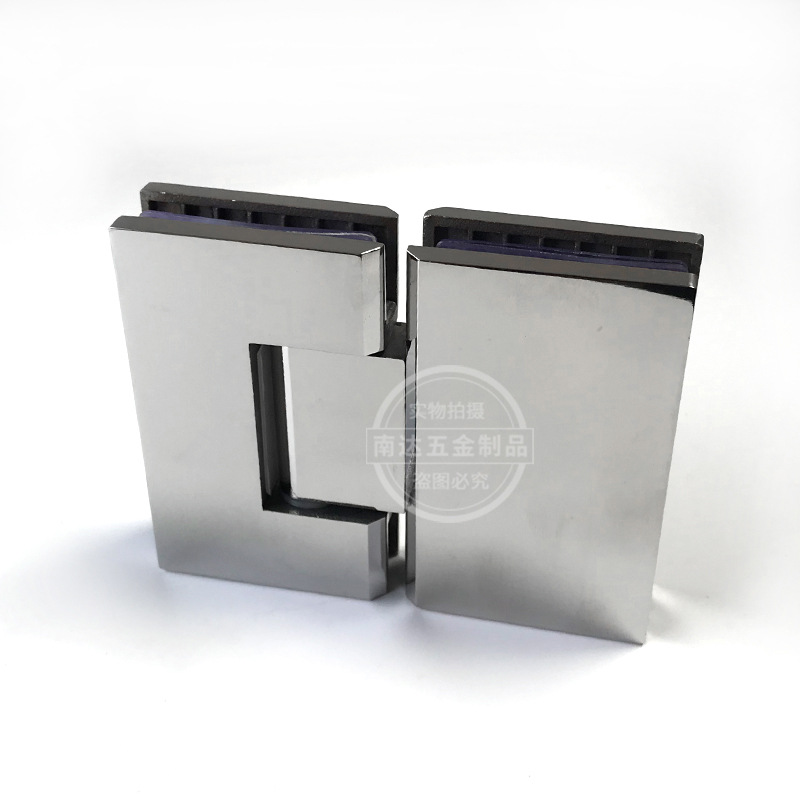 Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 180 градусов Зажим для стеклянной двери
Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 180 градусов Зажим для стеклянной двери -
 Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, цельнолитой, со скошенным краем под углом 90 градусов、Стеклянный зажим для ванной комнаты
Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, цельнолитой, со скошенным краем под углом 90 градусов、Стеклянный зажим для ванной комнаты -
 Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери
Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери -
 Сварные зажимы для ванной комнаты из нержавеющей стали Стеклянная дверь клип
Сварные зажимы для ванной комнаты из нержавеющей стали Стеклянная дверь клип -
 304 матово-черный зажим для ванной комнаты под углом 90° Стеклянная дверная петля для ванной комнаты Двойная открытая дверь ванной комнаты
304 матово-черный зажим для ванной комнаты под углом 90° Стеклянная дверная петля для ванной комнаты Двойная открытая дверь ванной комнаты -
 Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см цельнолитая Зажим для ванны 90 градусов Зажим для стекла в ванной комнате
Нержавеющая сталь 5 см цельнолитая Зажим для ванны 90 градусов Зажим для стекла в ванной комнате -
 Зажим для ванной комнаты из нержавеющей стали матово-черного цвета Зажим для безрамной стеклянной двери Петля для ванной комнаты 135 градусов
Зажим для ванной комнаты из нержавеющей стали матово-черного цвета Зажим для безрамной стеклянной двери Петля для ванной комнаты 135 градусов -
 Нержавеющая сталь 5 см Шлифованный полный точный литой 180 градусов зажим для ванной комнаты Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см Шлифованный полный точный литой 180 градусов зажим для ванной комнаты Зажим для стеклянной двери ванной комнаты
Связанный поиск
Связанный поиск- оптовые титановые петли для стеклянных дверей поставщики
- Поставщики Бронзовый стеклянный шарнир в Китае
- Дешевые стеклянные дверные петли и ручки основные страны-покупатели
- Дешевые стеклянные дверные петли без отверстий цены
- Оптовая стеклянная дверь петля D35 стеклянная дверь петля производители
- Китай фабрики малых петель для стеклянных дверей
- Заводы по производству OEM петель для стеклянных дверей
- OEM стеклянные душевые петли фабрики
- Производители OEM стеклянные петли
- Оптовая СПБ стеклянные дверные петли производителей