

Заводы с ручки замка стеклянной двери
Если говорить о заводских нюансах — большинство ошибочно полагает, что заводы с ручки замка стеклянной двери это просто штамповка металла. На деле же здесь кроется целая цепочка технологических компромиссов.
Конструкционные просчёты в типовых решениях
Вспоминается проект 2019 года для бизнес-центра в Казани. Заказчик требовал латунные ручки с замковым механизмом для стеклянных перегородок. Мы тогда переоценили нагрузку на торцевой крепёж — через месяц пошли трещины в точках фиксации. Пришлось экстренно менять всю партию.
Стекло ведь не сталь — даже при использовании закалённого стекла толщиной 10 мм точки напряжения концентрируются именно вокруг замка стеклянной двери. Стандартные DIN-решения здесь не работают, нужно учитывать коэффициент температурного расширения материала.
Кстати, о температурных деформациях. В том же проекте не учли разницу зимних температур между помещением и улицей в районе тамбура. Результат — клиенты жаловались на заедание механизма при -25°C.
Технологические ограничения материалов
Наш технолог как-то приводил данные испытаний цинково-алюминиевого сплава ZAMAK — при постоянной нагрузке в 80 кгс ресурс крепёжной втулки не превышал 50 000 циклов. Для офисных помещений это катастрофически мало.
Перешли на нержавеющую сталь AISI 304, но столкнулись с другой проблемой — при фрезеровке пазов под ручки стеклянной двери возникали микротрещины в зоне реза. Пришлось разрабатывать специальный режим охлаждения инструмента.
Сейчас для серийных моделей используем AISI 316 — дороже, но для регионов с агрессивной средой (приморские города, промзоны) это единственный вариант. Кстати, именно этот опыт мы учли в последних поставках для Nanda metal product Co., Ltd. — их производственная база в Цзиньли позволяет отрабатывать такие нюансы на месте.
Логистические подводные камни
В 2021 году отгружали партию в Новосибирск — при -30°C упаковочный пенопласт рассыпался в труху, половина изделий пришла с царапинами. Теперь для северных регионов используем многослойный картон с воздушными прослойками.
Ещё важный момент — совместимость фурнитуры разных производителей. Как-то пришлось переделывать 200 комплектов, потому что китайские замки не стыковались с итальянскими ручками. Теперь всегда требуем от поставщиков типа Nanda hardware предоставлять полные геометрические схемы с допусками.
Кстати, о Nanda — их завод в Гаояо как раз специализируется на комплексных решениях для стеклянных конструкций. В их каталоге есть любопытные модели с подпружиненными фиксаторами — уменьшают нагрузку на торец стекла.
Монтажные ошибки на объектах
Самая частая проблема — монтажники экономят на уплотнительных прокладках. Видел случаи, когда для экономии 15 рублей на комплект использовали самодельные шайбы из рубероида. Через полгода — коррозия крепежа и люфт всей конструкции.
Ещё критичный момент — диаметр отверстий в стекле. По ГОСТу нужно оставлять зазор 1.5-2 мм, но многие бурят 'впритык'. Результат — термические напряжения и трещины при перв же серьёзном перепаде температур.
Запомнился случай в Сочи — при монтаже панорамных дверей использовали ручки с недостаточной глубиной посадки. После шторма два полотна просто выпали из проёмов. Хорошо, что никто не пострадал.
Перспективные разработки
Сейчас экспериментируем с керамическими вставками в зоне контакта ручки со стеклом — коэффициент трения ниже, да и эстетически интереснее. Но пока не можем решить проблему с хрупкостью материала при ударном воздействии.
Из любопытного — немецкие коллеги предлагают использовать для замков стеклянных дверей магнитные системы фиксации. Но у нас такие решения плохо проходят из-за требований пожарной безопасности — магнит теряет свойства уже при 150°C.
Возможно, стоит присмотреться к биметаллическим конструкциям — стальная основа с алюминиевой наружной частью. И коррозионную стойкость сохраним, и вес уменьшим. Как раз на следующей неделе поеду в Цзиньли — посмотрим на новые наработки тамошних специалистов.
Соответствующая продукция
Соответствующая продукция



Самые продаваемые продукты
Самые продаваемые продукты-
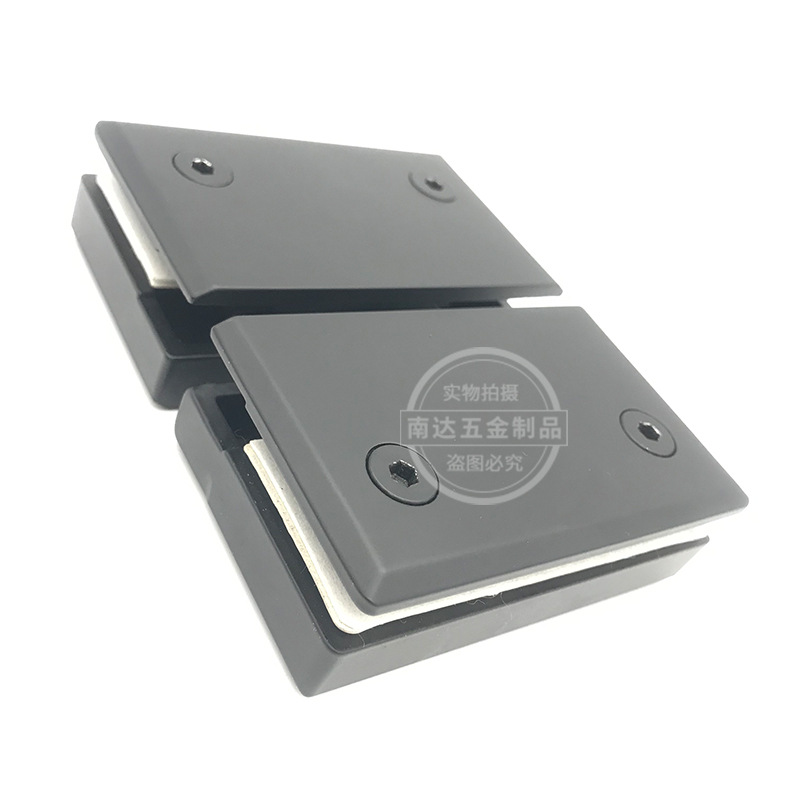
 304 матово-черный зажим для ванной комнаты под углом 90° Стеклянная дверная петля для ванной комнаты Двойная открытая дверь ванной комнаты
304 матово-черный зажим для ванной комнаты под углом 90° Стеклянная дверная петля для ванной комнаты Двойная открытая дверь ванной комнаты -
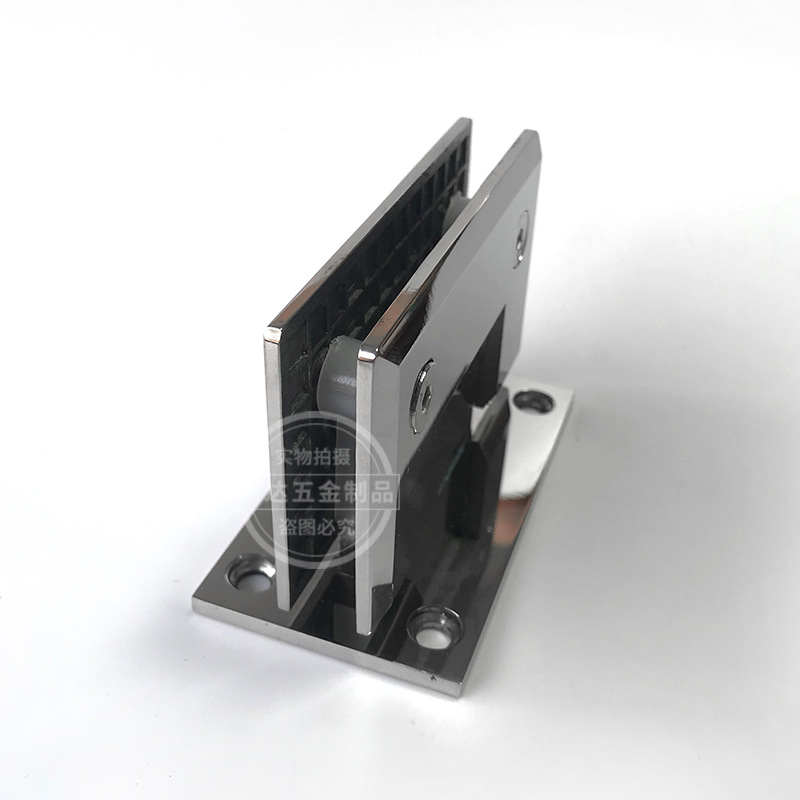
 Нержавеющая сталь 5 см цельнолитая Зажим для ванны 135 градусов Зажим для стекла в ванной комнате
Нержавеющая сталь 5 см цельнолитая Зажим для ванны 135 градусов Зажим для стекла в ванной комнате -
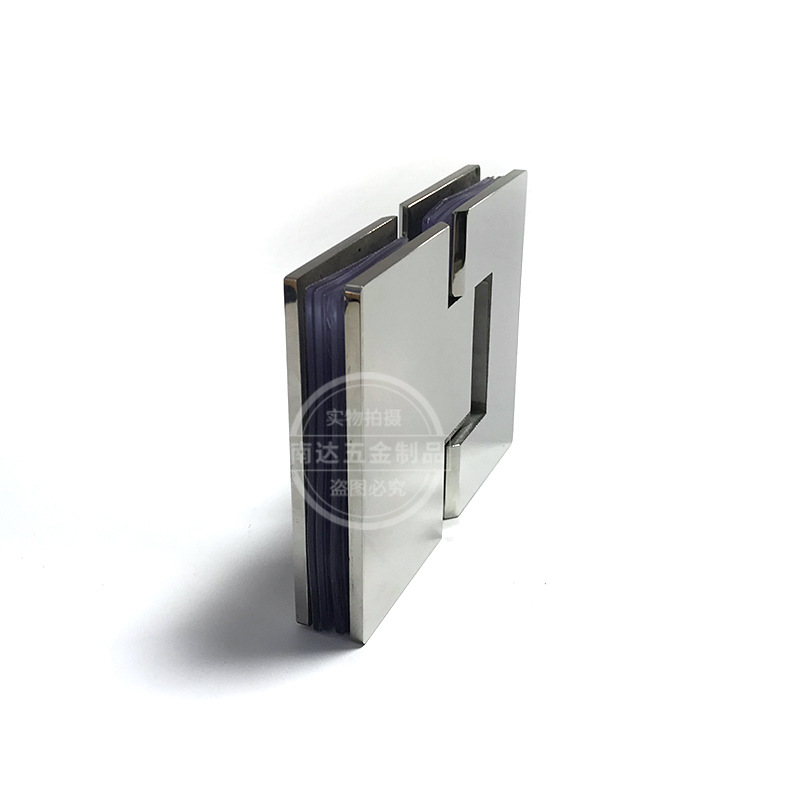
 Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, полностью отлитый под углом 90 градусов、Зажим для стеклянной двери ванной комнаты
Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, полностью отлитый под углом 90 градусов、Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см цельнолитая Зажим для ванны 90 градусов Зажим для стекла в ванной комнате
Нержавеющая сталь 5 см цельнолитая Зажим для ванны 90 градусов Зажим для стекла в ванной комнате -
 304#Зажим для ванной комнаты с выемкой для стекла Петля 90 градусов Душевой уголок Петля из матового черного стекла
304#Зажим для ванной комнаты с выемкой для стекла Петля 90 градусов Душевой уголок Петля из матового черного стекла -
 Нержавеющая сталь точность литой ванной клип Зажим для душевого стекла 360 градусов вверх и вниз зажим стеклянной двери
Нержавеющая сталь точность литой ванной клип Зажим для душевого стекла 360 градусов вверх и вниз зажим стеклянной двери -
 Нержавеющая сталь 5 см Шлифованный полный точный литой 90 градусов клип для ванной комнаты Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см Шлифованный полный точный литой 90 градусов клип для ванной комнаты Зажим для стеклянной двери ванной комнаты -
 304#Прецизионно отлитый зажим для ванной комнаты двойной сердечный шарнир на 180 градусов Стеклянное соединение душевой комнаты
304#Прецизионно отлитый зажим для ванной комнаты двойной сердечный шарнир на 180 градусов Стеклянное соединение душевой комнаты -
 Зажим для ванной комнаты из нержавеющей стали матово-черного цвета Зажим для безрамной стеклянной двери Петля для ванной комнаты 135 градусов
Зажим для ванной комнаты из нержавеющей стали матово-черного цвета Зажим для безрамной стеклянной двери Петля для ванной комнаты 135 градусов -
 Сварные зажимы для ванной комнаты из нержавеющей стали Стеклянная дверь клип
Сварные зажимы для ванной комнаты из нержавеющей стали Стеклянная дверь клип -
 Полулитой зажим для ванной комнаты на 180 градусов длиной 4 см из нержавеющей стали Зажим для стеклянной двери ванной комнаты
Полулитой зажим для ванной комнаты на 180 градусов длиной 4 см из нержавеющей стали Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты
Связанный поиск
Связанный поиск- Дешевые стеклянные межкомнатные двери петли
- Цены на OEM петли для стеклянных перегородок
- Стеклянная дверная ручка из Китая
- Цена фиксированной стеклянной двери клип
- Оптовая стеклянная витрина дверные петли Поставщики
- Дешевые Стеклянная дверь петля 180 основных стран-покупателей
- Дешевые хромированные стеклянные дверные петли комплекты Поставщики
- Основные страны-покупатели дверных петель для стеклянных шкафов
- Производители доводчиков для стеклянных петель
- Оптовые поставщики как демонтировать петли стеклянной двери