

Производители штанги петли душевой двери
Когда заказчики ищут производителей петель для душевых дверей, половина проблем возникает из-за непонимания разницы между штампованной и фрезерованной фурнитурой. Многие до сих пор считают, что главное — толщина металла, хотя на деле куда важнее качество обработки кромок и посадка на ось.
География производства и подводные камни
В Гуандуне сосредоточено около 60% китайских производителей, но не все фабрики одинаковы. Город Цзиньли в районе Гаояо — это своего рода кузница кадров для металлообработки. Там исторически сложились целые династии технологов, где секреты полировки передаются из поколения в поколение.
Например, Nanda metal product Co., Ltd. из того же региона годами отрабатывала технологию холодной ковки для петель. Их цех я видел лично — старые прессы с модернизированной системой охлаждения, зато дают стабильное усилие в 80 тонн. Это важно для исключения микротрещин в зонах изгиба.
Но есть нюанс: местные мелкие цеха часто экономят на термообработке, из-за чего петли через год-два начинают ?плыть? под нагрузкой. Проверял как-то партию от неизвестного поставщика — визуально идеально, а при нагрузке в 40 кг деформация по оси составила 3 мм.
Технологические тонкости, которые не пишут в каталогах
Самый больной вопрос — зазоры в сопрягаемых деталях. Идеальная петля должна иметь люфт не более 0.8 мм при сборке с штанги душевые. Добиться этого можно только при использовании калиброванных штампов с последующей ручной доводкой.
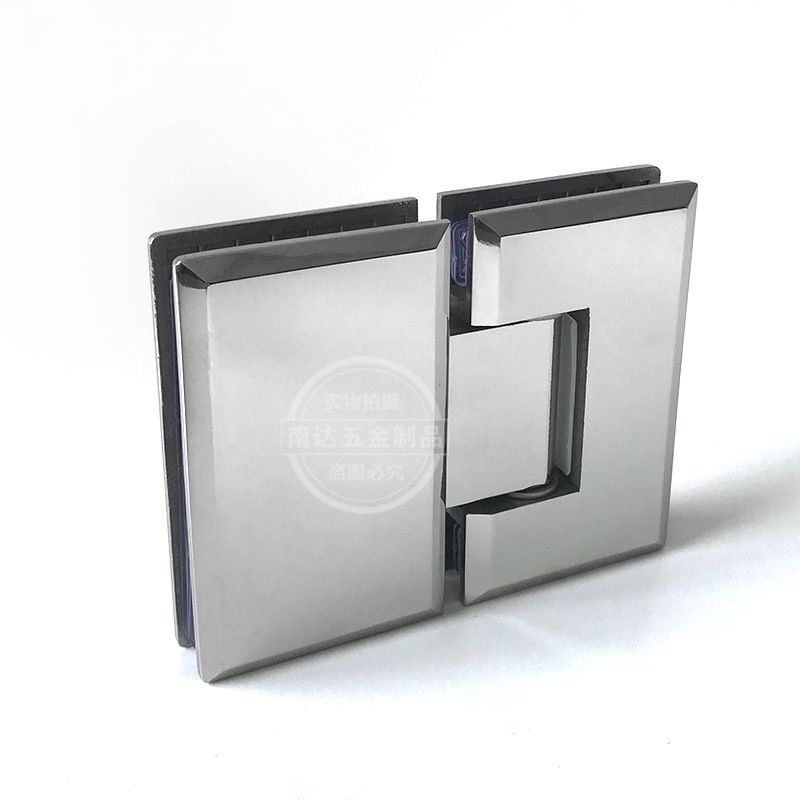
На том же nandahardware.ru вроде бы стандартные модели, но если присмотреться к фото сборки — видно, что прижимные пластины имеют фаску 0.5 мм. Это мелочь, но именно она предотвращает закусывание при перекосе двери.
Кстати, о материалах. Нержавейка AISI 304 — не панацея. Для душевых кабин лучше брать 316L с дополнительным пассивированием. Однажды пришлось заменять 200 комплектов из-за точечной коррозии — сэкономили на обработке.
Логистика и контроль качества
При заказе из Китая многие недооценивают упаковку. Петли должны поставляться в индивидуальных ПВХ-чехлах с прокладками из EPE-пены. Видел случаи, когда прекрасная фурнитура приходила с битыми углами из-за плотной укладки без разделителей.
У производителей штанги петли из Цзиньли обычно нет проблем с упаковкой — они используют автоматические линии обмотки. Но вот с маркировкой бывают косяки: путают правосторонние и левосторонние элементы. Приходится лично контролировать выгрузку первых пяти коробок.
Сроки производства — отдельная история. Стандартные 30 дней часто растягиваются до 45 из-за задержек с финишным покрытием. PVD-покрытие требует идеальной подготовки поверхности, и многие фабрики делают несколько циклов шлифовки.
Типичные ошибки при выборе поставщика
Не ведитесь на красивые образцы. Запросите видео работающего конвейера — если видите ручную полировку без ЧПУ, это тревожный знак. Консистенция качества будет хромать.
Обязательно тестируйте петли душевые на цикличность. Хороший производитель предоставит протоколы испытаний минимум на 100 000 циклов. У нас был провальный опыт с фабрикой из Фошаня — их петли не выдерживали и 50 000.
Изучайте не только сайт, но и отзывы на B2B-площадках. Например, про Nanda metal product Co., Ltd. есть жалобы на задержку отгрузки, но при этом хвалят стойкость покрытия. Нужно учитывать все факторы.
Перспективы рынка и новые материалы
Сейчас идет активный переход на композитные втулки вместо бронзовых. Они не требуют смазки и лучше работают в условиях перепадов влажности. Но не все фабрики перестроили производство — нужно уточнять на этапе запроса.
Интересная тенденция — запрос на магнитные доводчики, интегрированные в петли. Технически сложно реализовать без увеличения габаритов, но несколько китайских фабрик уже предлагают пробные образцы.
Лично я считаю, что будущее за модульными системами. Когда штанги душевые двери и петли проектируются как единый узел с предустановленными зазорами. Это снизит количество брака при монтаже на 70%.
Практические советы по приемке
Всегда имейте при себе штангенциркуль и магнит. Первым проверяйте соосность отверстий, вторым — материал (немагнитная сталь должна быть по всей толщине).
Обязательно разберите случайную петлю из партии — внутри не должно быть стружки и заусенцев. Особенно внимательно смотрите на пружинные шайбы — они часто ставятся криво.
И последнее: не стесняйтесь требовать сертификаты испытаний на соленый туман. Для душевых кабин это критически важно, даже если производитель уверяет, что использует ?морскую? нержавейку.
Соответствующая продукция
Соответствующая продукция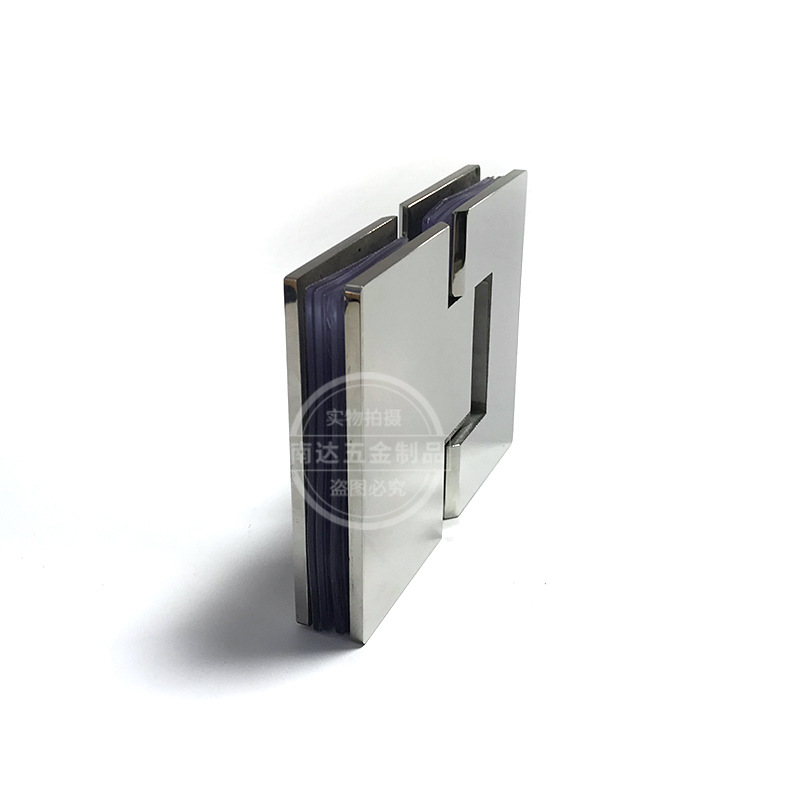






Самые продаваемые продукты
Самые продаваемые продукты-
 304#Запеченный черной краской зажим для ванной комнаты зажим для стеклянной двери ванной комнаты на 180 градусов Стеклянная петля
304#Запеченный черной краской зажим для ванной комнаты зажим для стеклянной двери ванной комнаты на 180 градусов Стеклянная петля -
 304#Полностью литой шарнир с дугообразным дном под углом 90 градусов Зажим для ванной комнаты Бескаркасный дверной зажим
304#Полностью литой шарнир с дугообразным дном под углом 90 градусов Зажим для ванной комнаты Бескаркасный дверной зажим -
 Нержавеющая сталь 5cm полное литье Односторонний зажим для ванной комнаты 135 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5cm полное литье Односторонний зажим для ванной комнаты 135 градусов Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см Шлифованный полный точный литой 90 градусов клип для ванной комнаты Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см Шлифованный полный точный литой 90 градусов клип для ванной комнаты Зажим для стеклянной двери ванной комнаты -
 Серия полулитых зажимов для ванной комнаты 1 модель
Серия полулитых зажимов для ванной комнаты 1 модель -
 Зажим для ванной комнаты из нержавеющей стали матово-черного цвета Зажим для безрамной стеклянной двери Петля для ванной комнаты 135 градусов
Зажим для ванной комнаты из нержавеющей стали матово-черного цвета Зажим для безрамной стеклянной двери Петля для ванной комнаты 135 градусов -
 Нержавеющая сталь 5 см Шлифованный полный точный литой 135 градусов зажим для ванной комнаты Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см Шлифованный полный точный литой 135 градусов зажим для ванной комнаты Зажим для стеклянной двери ванной комнаты -
 Сварные зажимы для ванной комнаты из нержавеющей стали Стеклянная дверь клип
Сварные зажимы для ванной комнаты из нержавеющей стали Стеклянная дверь клип -
 Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 180 градусов Зажим для стеклянной двери ванной комнаты -
 Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 135 градусов Зажим для стеклянной двери ванной комнаты
Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 135 градусов Зажим для стеклянной двери ванной комнаты -
 Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, цельнолитой, со скошенным краем под углом 90 градусов、Стеклянный зажим для ванной комнаты
Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, цельнолитой, со скошенным краем под углом 90 градусов、Стеклянный зажим для ванной комнаты -
 Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 135 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см полная точная отливка Зажим для ванной комнаты со скошенным краем 135 градусов Зажим для стеклянной двери ванной комнаты
Связанный поиск
Связанный поиск- Дешевые стеклянные дверные петли производителей
- Поставщики петель для стеклянных дверей для сауны
- Поставщики петли для стекла с хромированным покрытием
- Дешевые стеклянная дверь купе ручки
- Основные покупатели петель для стеклянных дверей в Москве
- Оптовая как установить петли на стеклянные двери цены
- Поставщики Замена петли стеклянной двери
- Дешевые стеклянная дверь мебель петли завод
- Дешевые стеклянная дверь петля 180 производителей
- Цены на Запирающие ручки для раздвижных стеклянных дверей