

Регулировка петли душевой двери Заводы
Когда говорят про регулировку петель душевых дверей, многие сразу думают о монтажниках или сантехниках. Но на заводах-производителях этот процесс имеет совсем другую глубину — тут уже не просто подкрутить винты, а предвидеть, как поведёт себя фурнитура через год эксплуатации в разных условиях влажности.
Почему заводская регулировка сложнее бытовой
На производстве Nanda metal product Co., Ltd. каждый комплект петель проверяют на специальном стенде, имитирующем 5000 циклов открывания. Но вот что интересно: даже идеально собранная петля может начать скрипеть после установки у клиента. Почему? Дело не в качестве стали, а в мелочах — например, когда монтажники перетягивают верхний крепёж, нарушая соосность створки.
Однажды пришлось разбирать партию для немецкого заказца — жаловались на самопроизвольное открывание дверей. Оказалось, проблема в том, что регулировочный винт на 2мм короче стандартного. Пришлось в срочном порядке менять оснастку на прессах. Такие нюансы в техдокументации обычно не пишут, понимание приходит только с накоплением брака.
Кстати, о материалах: на https://www.nandahardware.ru упоминают использование нержавеющей стали AISI 304, но на практике для российского рынка иногда приходится усиливать покрытие — из-за высокой минерализации воды даже нержавейка покрывается пятнами. Добавляем дополнительную пассивацию, хотя это и увеличивает себестоимость.
Типичные ошибки при калибровке петель
Чаще всего проблемы возникают не с самими петлями, а с их взаимодействием с профилем. Например, когда рама имеет отклонение по вертикали всего 1.5мм, это уже требует установки компенсационных шайб. Многие сборщики пренебрегают этим, потом клиенты жалуются на перекос створки.
Ещё один момент — температурное расширение. В душевых кабинах с подогревом пола алюминиевый профиль расширяется иначе, чем стальная фурнитура. Поэтому на заводе в Цзиньли всегда тестируют собранные конструкции в термокамере при +45°C. После таких испытаний иногда приходится менять расположение регулировочных отверстий.
Запомнился случай с поставкой в Сочи: через три месяца эксплуатации петли начали заедать. При разборке обнаружили микротрещины в пресс-маслёнках — оказалось, местная вода в сочетании с чистящими средствами создаёт агрессивную среду. Пришлось переходить на силиконовые смазки вместо тефлоновых.
Особенности производства в регионе Гаояо
В районе Гаояо сосредоточено около 70% китайских производителей фурнитуры, что создаёт уникальную экосистему. Например, для Nanda metal product Co., Ltd. это означает возможность быстрого тестирования новых сплавов — буквально в течение недели можно получить пробную партию литья с соседнего завода.
Но есть и минусы — местные поставщики часто экономят на термообработке. Приходится каждый раз проверять твёрдость стали по Роквеллу. Как-то получили партию петель с показателем HRC 52 вместо требуемых 58 — такой сплав не выдерживает нагрузку при постоянном открывании тяжёлых стеклянных дверей.
Интересно, что в Цзиньли до сих пор используют ручную полировку для ответственных узлов. Автоматизация экономит время, но только опытный мастер может определить по блеску металла, правильно ли прошла закалка.
Регулировка vs замена: когда что целесообразно
На практике часто сталкиваюсь с ситуацией, когда клиенты требуют замены петель при малейшем скрипе. Но в 80% случаев достаточно грамотной регулировки — особенно если речь о системах с трёхосевым регулированием, которые выпускает Нанда Аппаратная фабрика.
Критерий прост: если зазор между створкой и рамой превышает 4мм по всей высоте — регулировка уже не поможет. Но если перекос локальный, можно попробовать поджать эксцентриковые цапфы. Главное — не перетянуть, иначе сорвётся резьба в алюминиевом профиле.
Кстати, о резьбе: в последних моделях перешли на метрическую М6 вместо дюймовой 1/4'. Оказалось, что российские монтажники чаще имеют ключи на метрику, что снижает количество случаев срыва резьбы при установке.
Нюансы для разных типов душевых кабин
С раздвижными дверями проблем всегда больше — там петли работают в комбинации с роликами. Часто вижу, как сборщики забывают проверить совпадение плоскостей перед окончательной фиксацией. Результат — дверу заклинивает в крайнем положении.
Для угловых кабин важнее всего правильная установка нижней петли — она принимает на себя до 60% веса стекла. Рекомендую всегда ставить прокладки из этиленпропилена, даже если в инструкции не указано. Особенно для кабин с порогом — там возможен конденсат.
Самыми капризными считаю петли для бескаркасных конструкций. Тут допуски не более 0.5мм, и любая ошибка в регулировке приводит к вибрации стекла. Кстати, именно для таких систем Нанда разработала петли с пружинным демпфером — решение простое, но эффективное.
Эволюция технологий регулировки
За 15 лет работы видел, как менялись подходы. Раньше регулировку делали по шаблонам, сейчас перешли на лазерное позиционирование. Но интересно, что для ремонтных работ до сих пор выпускаем петли со шлицевыми винтами — они надёжнее крестовых, особенно после многократных регулировок.
Современные тенденции: всё чаще требуют скрытого монтажа и регулировки без демонтажа створки. Это сложнее в производстве, но удобнее для пользователей. Например, в последних партиях для европейского рынка реализовали регулировку по вертикали через верхний торец — решение спорное, но востребованное.
Кстати, о качестве: многие конкуренты из Гаояо перешли на цинковые сплавы под видом нержавейки. Мы в Nanda metal product Co., Ltd. держим марку — все петли из стали, прошедшей магнитный контроль. Да, дороже, но зато клиенты возвращаются повторно.
В целом, регулировка петель — это не просто техническая операция, а скорее философия. Надо чувствовать материал, предвидеть поведение конструкции и всегда оставлять запас для будущих корректировок. Как говорится, идеально отрегулированная петля — это та, которую можно ещё немного подкрутить при необходимости.
Соответствующая продукция
Соответствующая продукция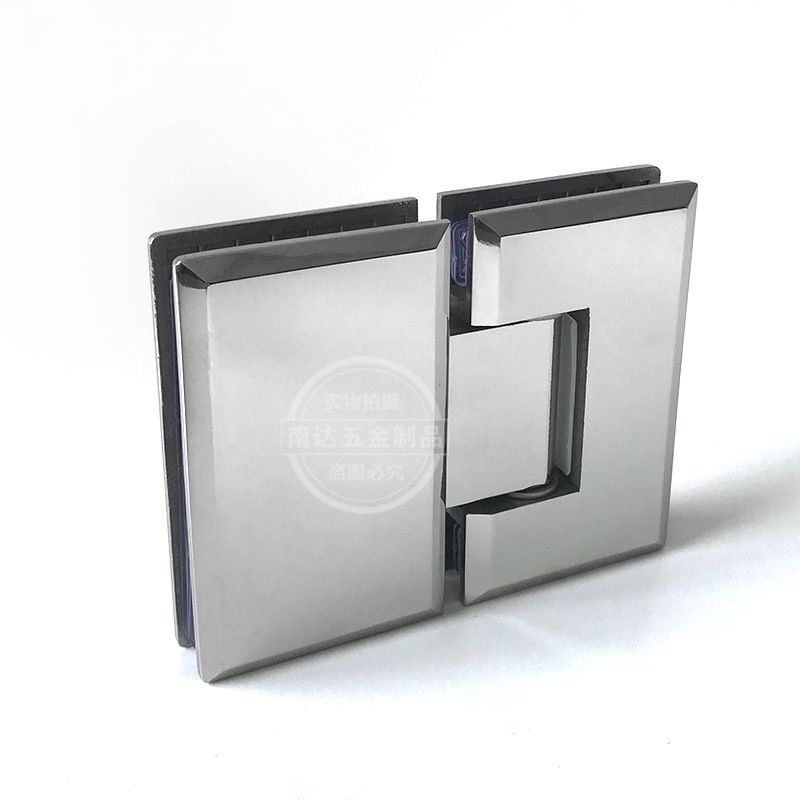





Самые продаваемые продукты
Самые продаваемые продукты-
 Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, цельнолитой, со скошенным краем под углом 90 градусов、Стеклянный зажим для ванной комнаты
Двухстраничный зажим для ванной комнаты из нержавеющей стали длиной 5 см, цельнолитой, со скошенным краем под углом 90 градусов、Стеклянный зажим для ванной комнаты -
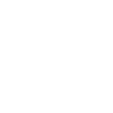
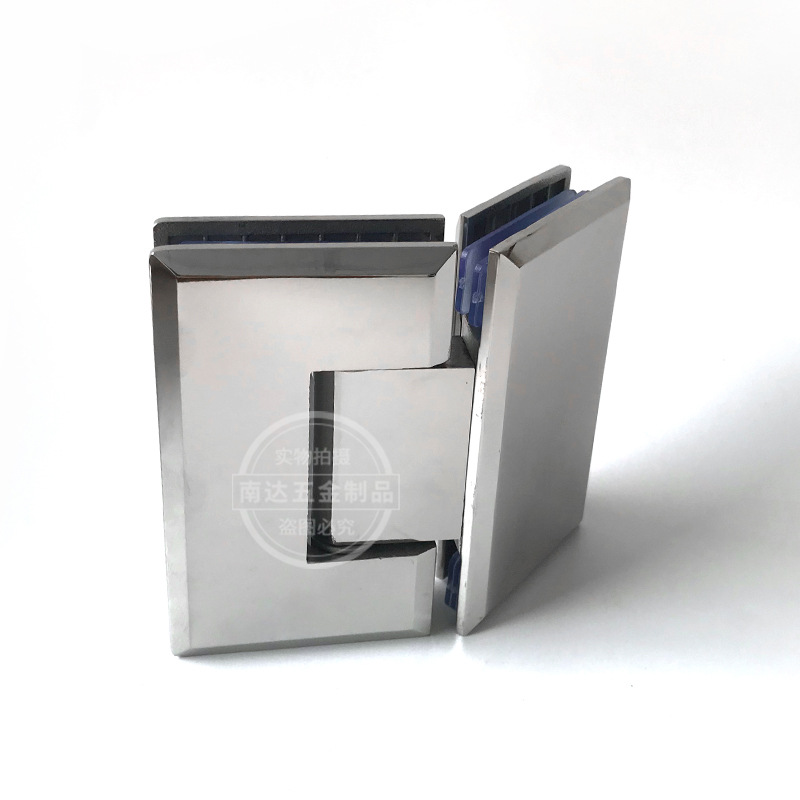
 Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 180 градусов Зажим для стеклянной двери ванной комнаты
Полулитая нержавеющая сталь толщиной 5 см зажим для ванной комнаты на 180 градусов Зажим для стеклянной двери ванной комнаты -
 Высокоточное литье из нержавеющей стали толщиной 5 смзажим для ванной комнаты на 360 градусов Зажим для стеклянной двери ванной комнаты
Высокоточное литье из нержавеющей стали толщиной 5 смзажим для ванной комнаты на 360 градусов Зажим для стеклянной двери ванной комнаты -
 Серия полулитых зажимов для ванной комнаты 1 модель
Серия полулитых зажимов для ванной комнаты 1 модель -
 Нержавеющая сталь 5cm полное литье Односторонний зажим для ванной комнаты 135 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5cm полное литье Односторонний зажим для ванной комнаты 135 градусов Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см Шлифованный полный точный литой 90 градусов клип для ванной комнаты Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см Шлифованный полный точный литой 90 градусов клип для ванной комнаты Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 90 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 90 градусов Зажим для стеклянной двери ванной комнаты -
 Полулитая нержавеющая сталь толщиной 5 см односторонний зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери ванной комнаты
Полулитая нержавеющая сталь толщиной 5 см односторонний зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери ванной комнаты -
 Нержавеющая сталь точность литой ванной клип Зажим для душевого стекла 360 градусов вверх и вниз зажим стеклянной двери
Нержавеющая сталь точность литой ванной клип Зажим для душевого стекла 360 градусов вверх и вниз зажим стеклянной двери -
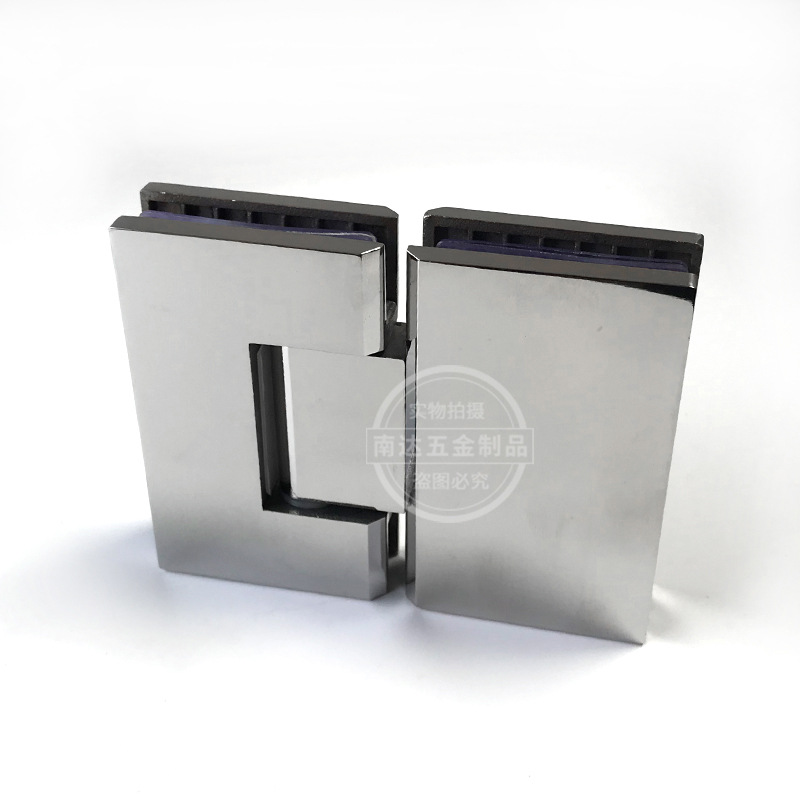
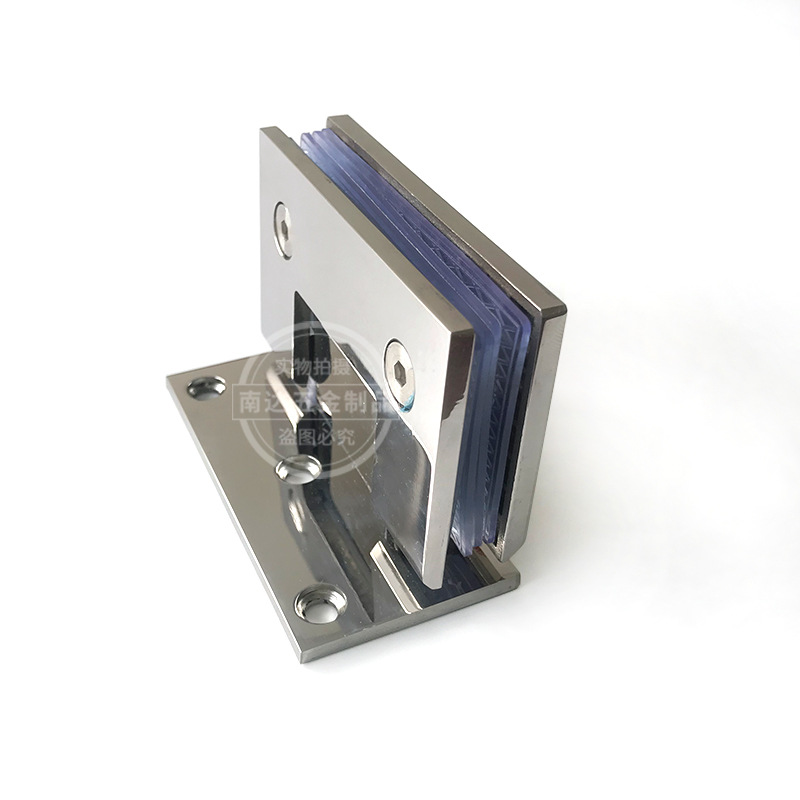
 304#Полностью литой шарнир с дугообразным дном под углом 90 градусов Зажим для ванной комнаты Бескаркасный дверной зажим
304#Полностью литой шарнир с дугообразным дном под углом 90 градусов Зажим для ванной комнаты Бескаркасный дверной зажим -
 Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 135 градусов Зажим для стеклянной двери ванной комнаты
Нержавеющая сталь 5 см твердый полный литой Зажим для ванной комнаты со скошенным краем 135 градусов Зажим для стеклянной двери ванной комнаты -
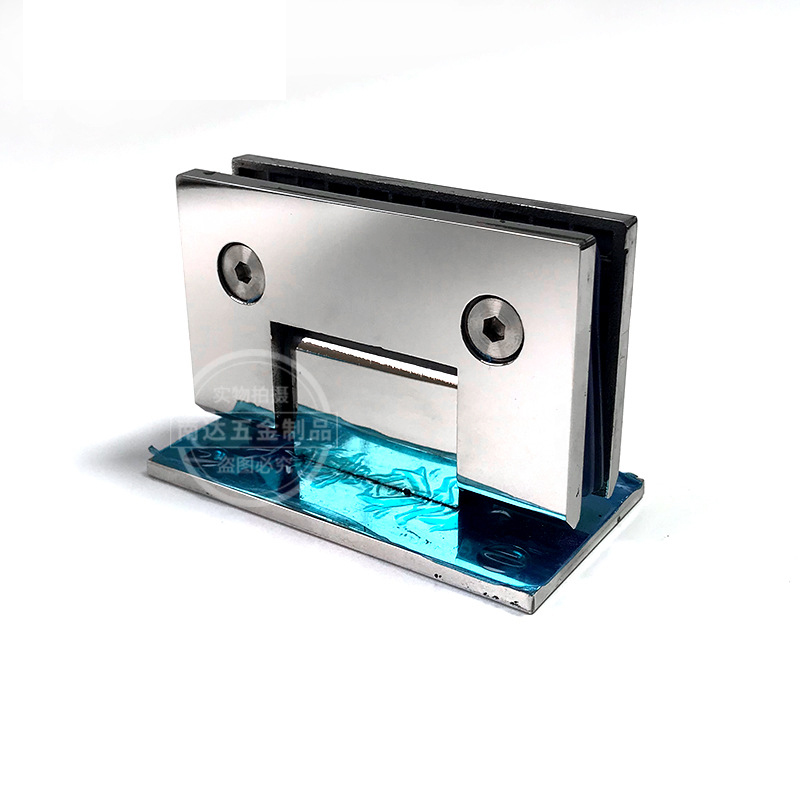 Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери
Высокоточное литье из нержавеющей стали толщиной 5 см зажим для ванной комнаты на 90 градусов Зажим для стеклянной двери
Связанный поиск
Связанный поиск- Цены на титановые петли для стеклянных дверей
- размеры петель душевая кабина
- Оптовая сауна стеклянная дверь петли регулировки цены
- петли для стеклянной душевой
- Оптовые закаленное стекло дверные петли цены
- Оптовая стеклянная дверь шкафа петли основные страны покупателя
- Дешевые навесные стеклянные петли для душевых дверей
- Дешевые стеклянные дверные петли для двери сауны
- Основные страны-покупатели Н-образных рукояток
- Дешевые СПБ стеклянная дверь петли цены